

Method for positioning mold core and mold shell of hollow blade
A technology of hollow blades and cores, applied in the direction of cores, molds, mold components, etc., can solve problems such as broken cores and eccentric cores, and achieve the effects of large economic benefits, uniform wall thickness, and shortened processing cycles
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
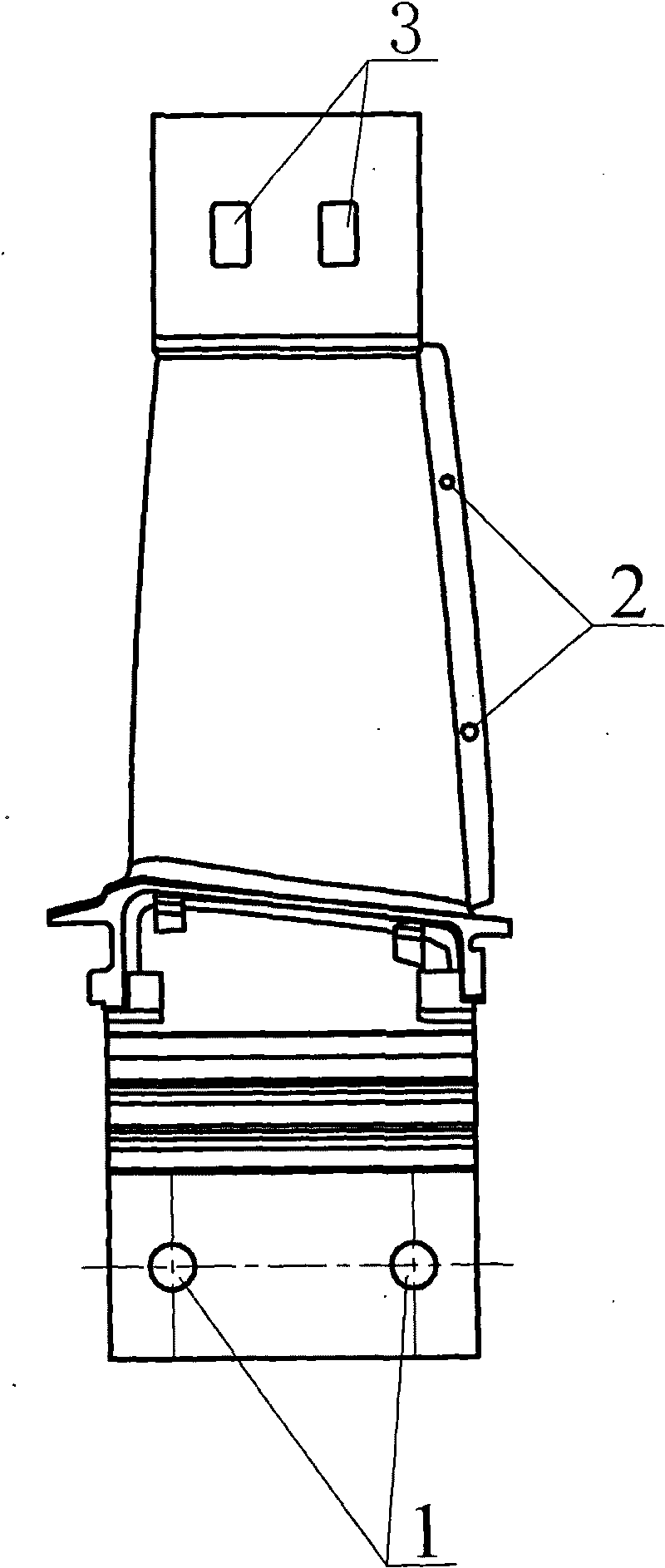
[0023] According to the temperature field distribution characteristics of the high-turbulence blade ceramic core and shell during the directional solidification process, as well as the analysis of physical characteristics such as the linear expansion of the core and the shell itself, the point and surface direct contact method is adopted for the positioning of the ceramic core.
[0024] The blade tip extension section is provided with a blade tip positioning point, and the blade tip extension section where the blade tip positioning point is located is used as a fixed end, which adopts a direct surface contact type; the exhaust side is coated with a free end, and two positioning points are made on the free end, here The core and the shell adopt the point contact type; the extension of the tenon tooth also adopts point positioning, and two tower positioning points are made on the tenon tooth extension section, and the point contact type is adopted; the positioning method of the co...
Embodiment 2
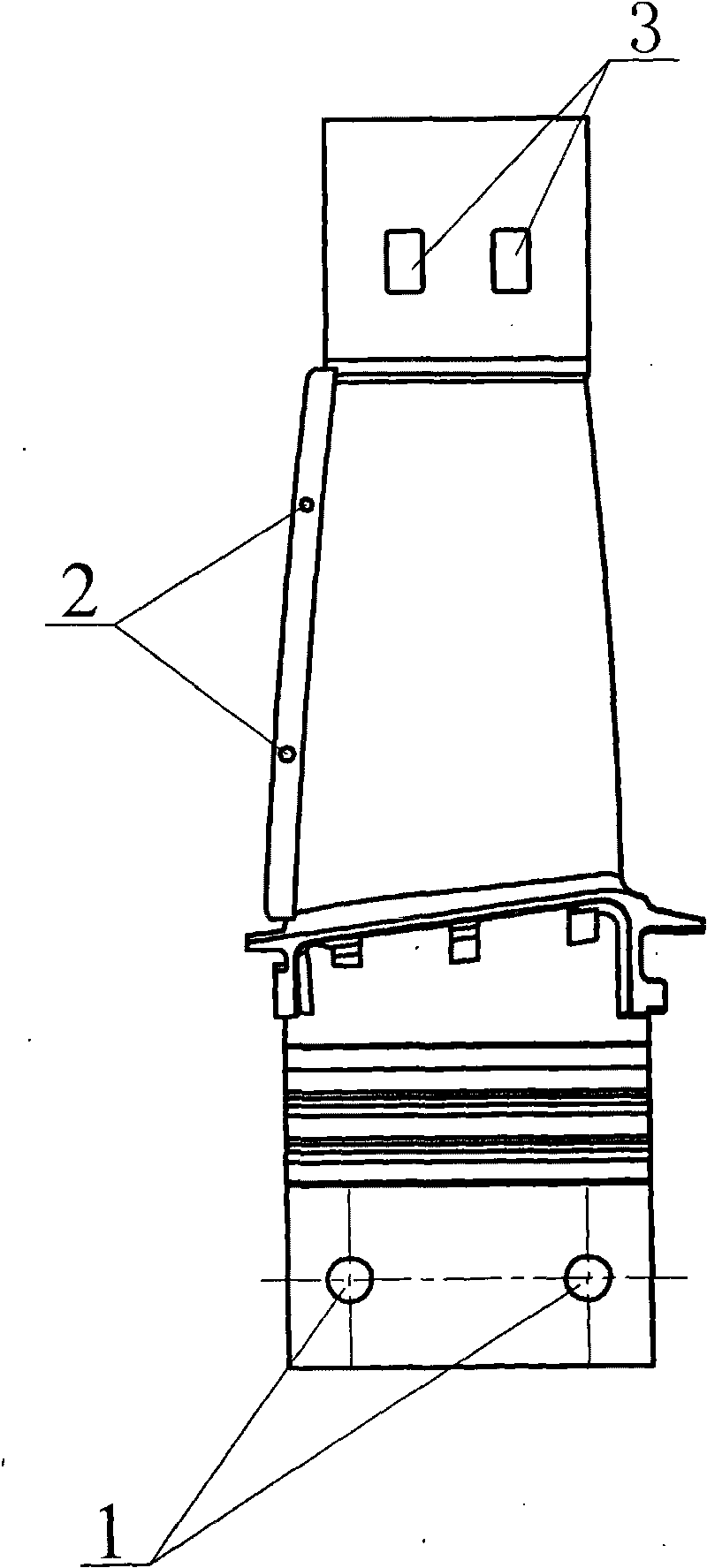
[0033] According to the temperature field distribution characteristics of the high-turbulence blade ceramic core and shell during the directional solidification process, as well as the analysis of physical characteristics such as the linear expansion of the core and the shell itself, the point and surface direct contact method is adopted for the positioning of the ceramic core.
[0034] The blade tip extension section is provided with a blade tip positioning point, and the blade tip extension section where the blade tip positioning point is located is used as a fixed end, which adopts a direct surface contact type; the exhaust side is coated with a free end, and two positioning points are made on the free end, here The core and the shell adopt the point contact type; the extension of the tenon tooth also adopts point positioning, and two tower positioning points are made on the tenon tooth extension section, and the point contact type is adopted; the positioning method of the co...
Embodiment 3
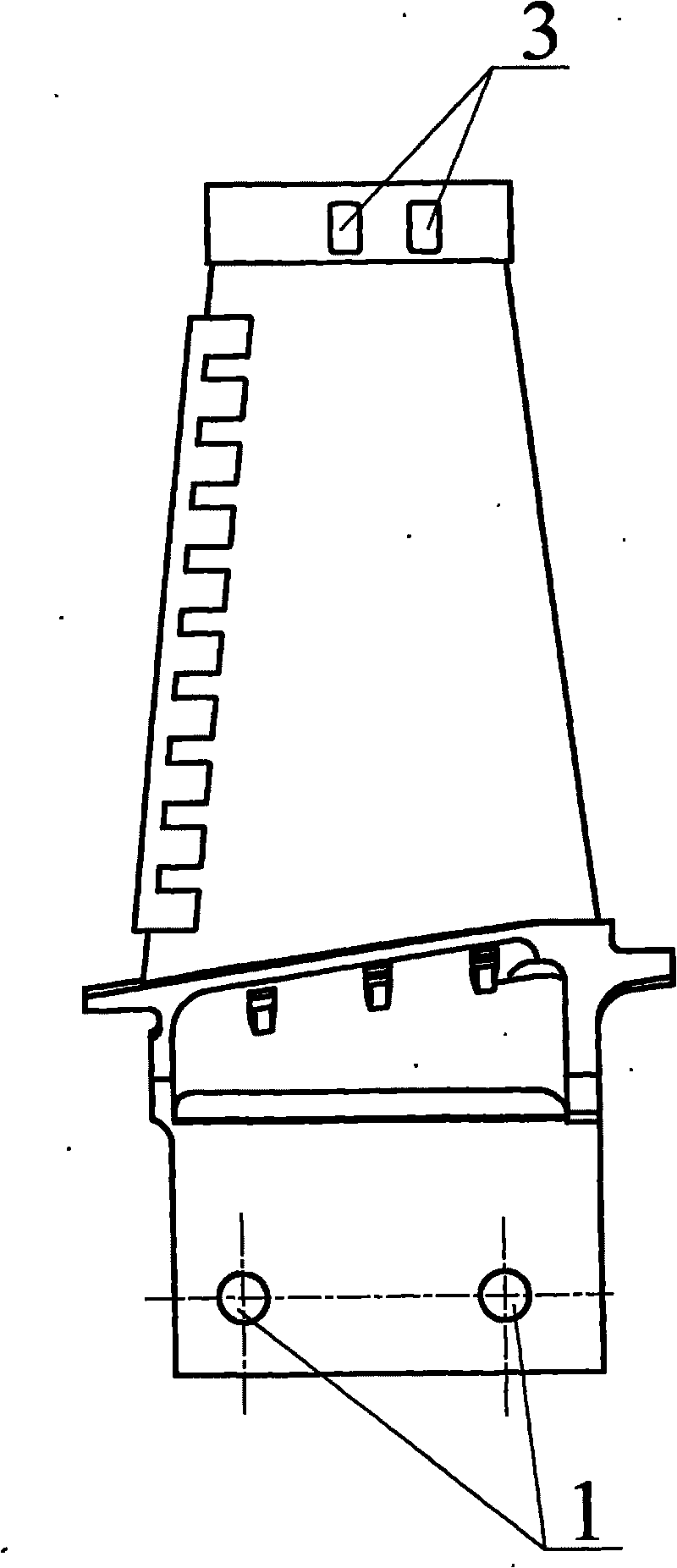
[0043] According to the temperature field distribution characteristics of the high-turbulence blade ceramic core and shell during the directional solidification process, as well as the analysis of physical characteristics such as the linear expansion of the core and the shell itself, the point and surface direct contact method is adopted for the positioning of the ceramic core.
[0044]The blade tip extension section is provided with a blade tip positioning point, and the blade tip extension section where the blade tip positioning point is located is used as a fixed end, which adopts a direct surface contact type; the exhaust side is coated with a free end, and two positioning points are made on the free end, here The core and the shell adopt the point contact type; the extension of the tenon tooth also adopts point positioning, and two tower positioning points are made on the tenon tooth extension section, and the point contact type is adopted; the positioning method of the cor...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More