Process of manual submerged-arc welding in welding position of doorframe and tower section
A welding position, submerged arc welding technology, applied in welding/welding/cutting items, welding equipment, arc welding equipment, etc., can solve the problems of high skill requirements for welding workers, poor welding environment for welding workers, and easy generation of welding stress, etc. Achieve the effect of reducing the skill level of workers, shortening the production cycle, and high welding pass rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
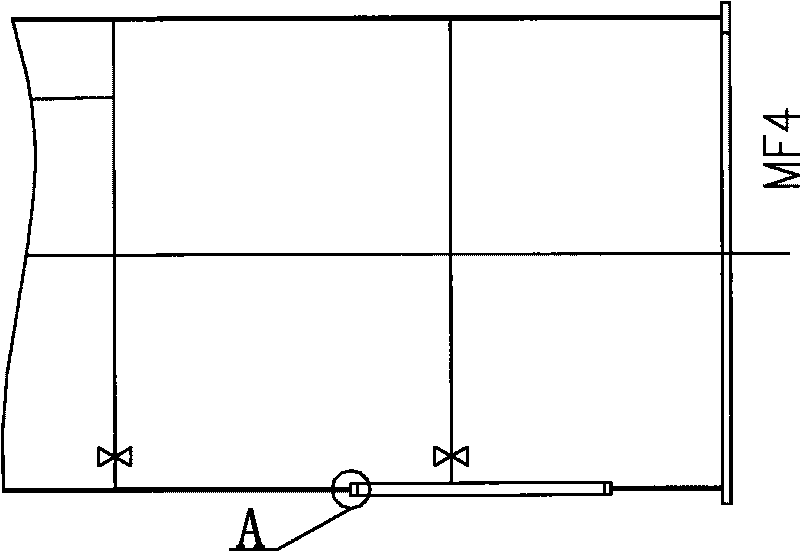
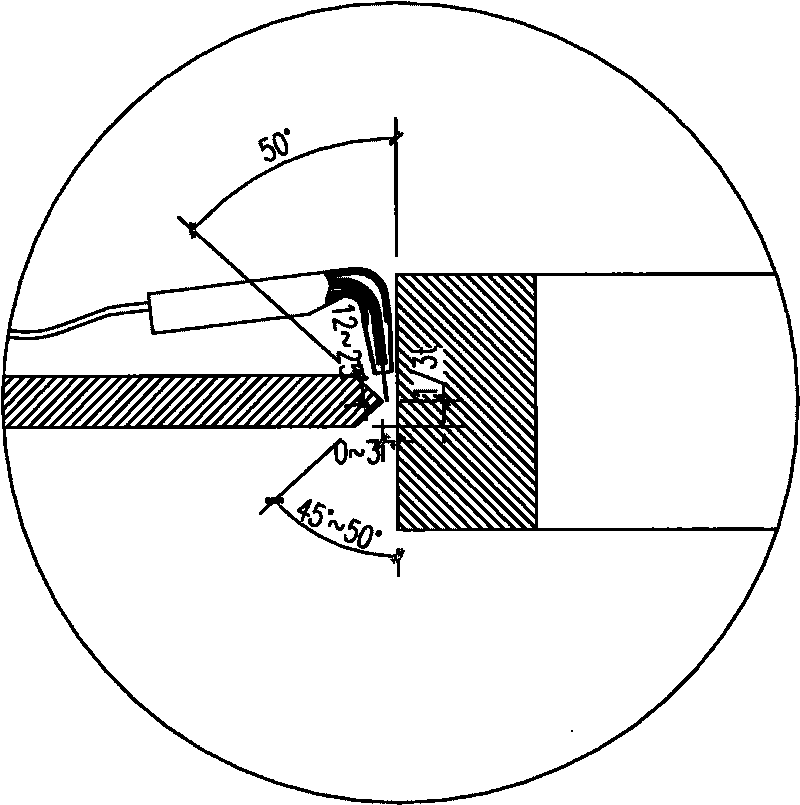
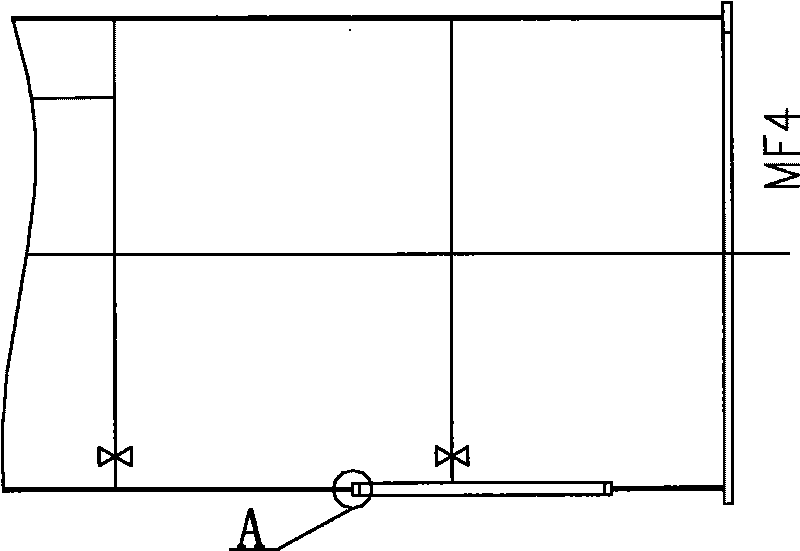
[0020] The manual submerged arc welding process of the welding position between the door frame of the wind tower and the corner welding of the tower body and the tower joint, the specific operation steps are as follows:
[0021] (a) Bending 60MM steel plates and splicing them into a wind tower door frame, and inserting the wind tower door frame into the tower tube; that is, inserting the tower body into the bottom section of the tower tube in the form of a T-joint (such as figure 1 , figure 2 shown);
[0022] (b) Remove pollutants on the surface of the wind tower weld and the surrounding gas-cut oxidation surface;
[0023] (c) Preheating before welding, heating the surroundings of the weld to 70°C;
[0024] (d) CO2 welding is used for the inner side of the wind tower door frame and tower body angle; the CO2 purity is 99%; the welding wire is TM-58;
[0025] (e) Submerged arc automatic welding is adopted between the door frame of the wind tower and the outer corner of the t...
Embodiment 2
[0031] Other is identical with embodiment 1, and welding process parameter is as follows:
[0032]
Embodiment 3
[0034] Other is identical with embodiment 1, and welding process parameter is as follows:
[0035]
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More