Method and die carrier for forging and molding special-shaped cross section metal blank with through holes
A special-shaped cross-section and metal technology, which is applied in the field of forging, can solve the problems of material consumption and machining workload, large machining workload, and large material consumption, so as to achieve the effect of ensuring various dimensions and technical requirements and satisfying reasonable connection
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
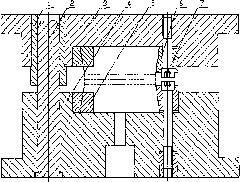
[0016] With reference to the attached figure 1 , 2 It is the end coupler part to be processed. Formwork (attached image 3 As shown) the structure is that the guide sleeve 1 and the guide post 2 are assembled on the upper mold base 3 and the lower mold base 4 respectively, so as to ensure the precise guidance of the upper mold base and the lower mold base during work. Area A 19, Area B 20, and Area C 21 are the mold loading positions of the three stations on the mold base. They are respectively equipped with specific molds for billet making, extrusion forming, and punching and continuous skin. The installation angle of the mold is ensured by the key block 5 and the lateral positioning of the mold base, and the mold base is fastened together by the pressure plate 6 and the screw 7. In the three strokes of the slider of the pressure equipment, the blank passes through the A zone 19 and the B zone respectively. The three-station mold in zone 20 and zone C 21 completes the work...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More