Method for installing and locating bodywork cavity
A technology of installation positioning and cavity, which is applied in the direction of auxiliary devices, auxiliary welding equipment, welding/cutting auxiliary equipment, etc., can solve the problems affecting the accuracy and welding quality of the car body, water leakage, poor consistency, etc., to avoid the problem of self-positioning failure, Crash test is beneficial and beneficial to the effect of precision
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
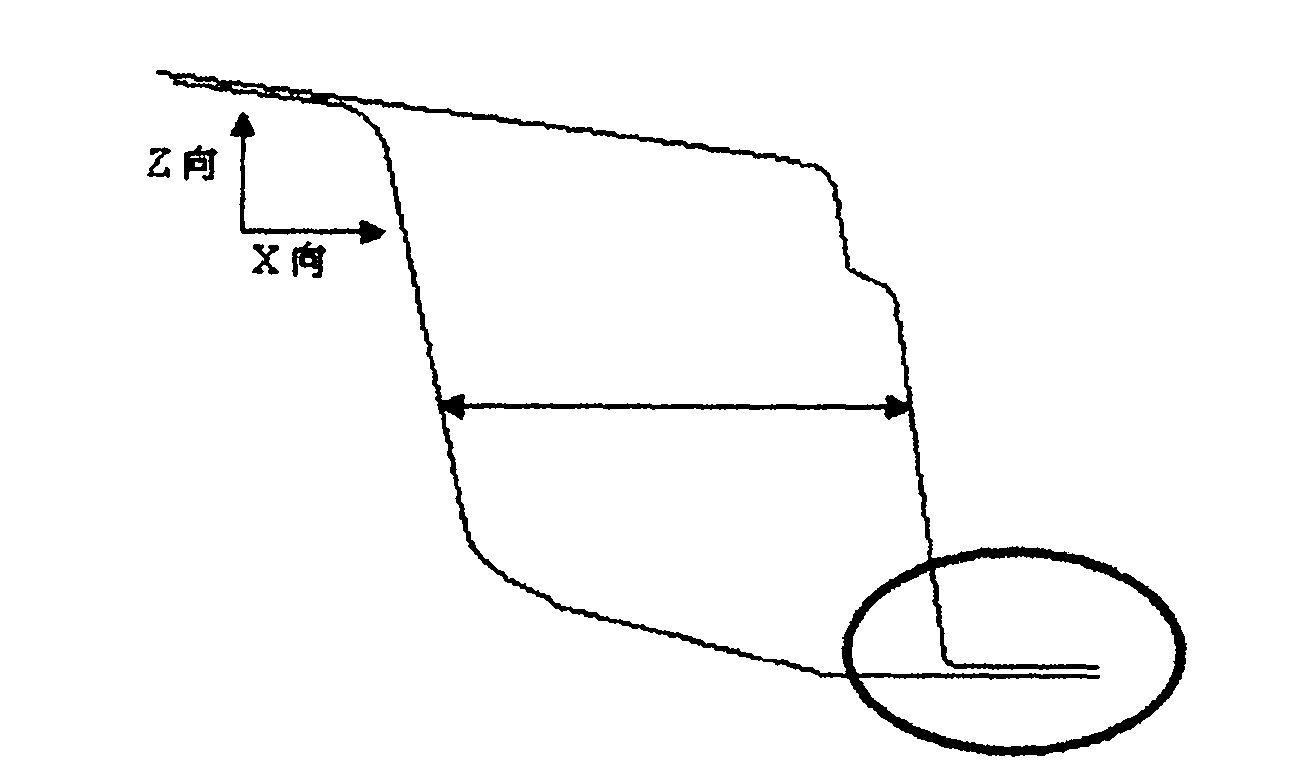
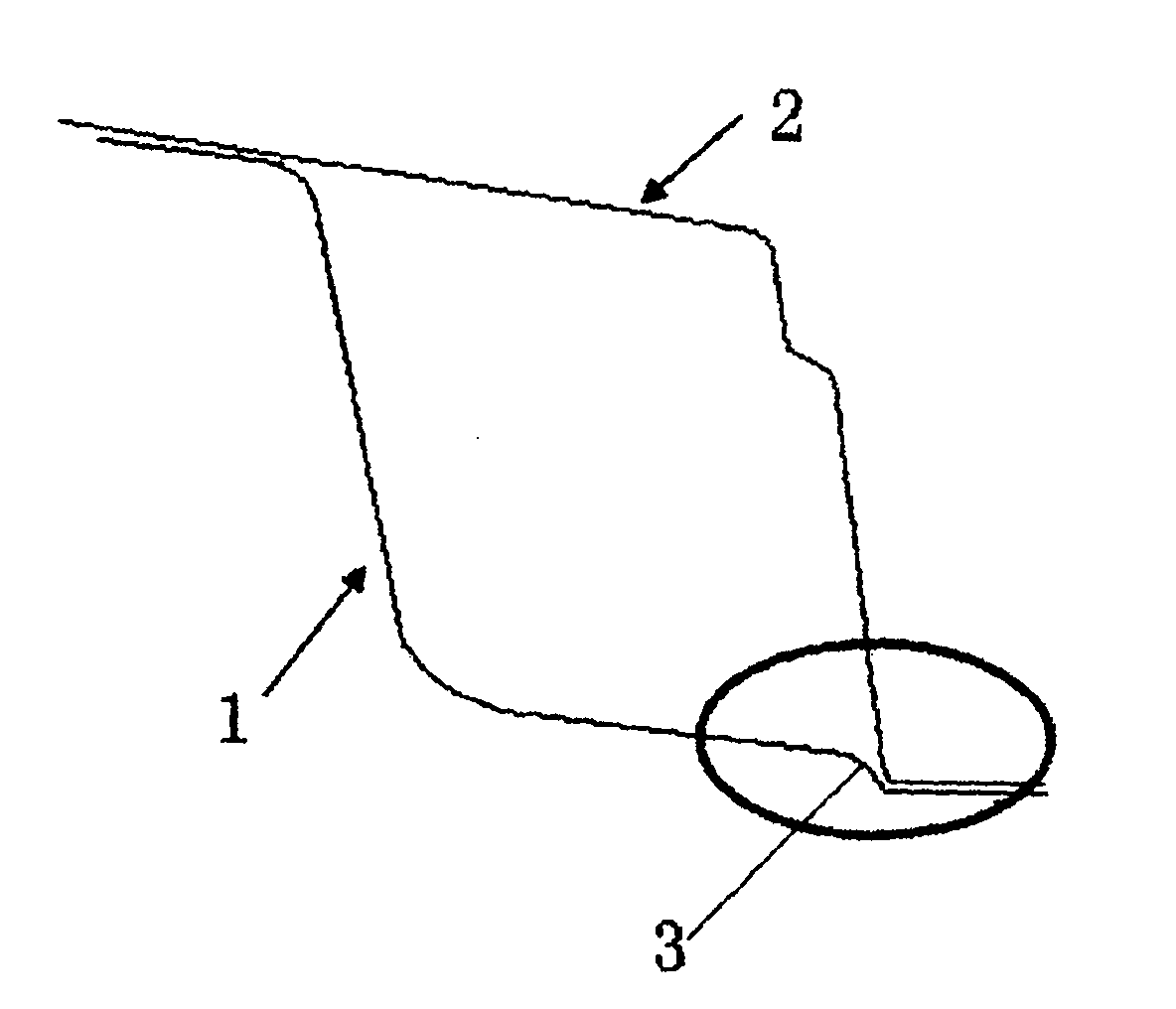
[0024] Such as image 3 As shown, the rear bottom plate 2 of the pre-sequence weldment (the first weldment in the splitting process) rear floor front beam assembly 1 and the subsequent weldment (the last weldment in the splitting process) are welded to form the rear floor cavity of the vehicle body. The rear end of the front beam assembly 1 of the rear floor is provided with a boss 3, the height of the boss is 8-12mm, and the preferred height is 10mm. The middle and rear bottom plate 2 moves in the X direction to ensure the consistency of the two parts.
Embodiment 2
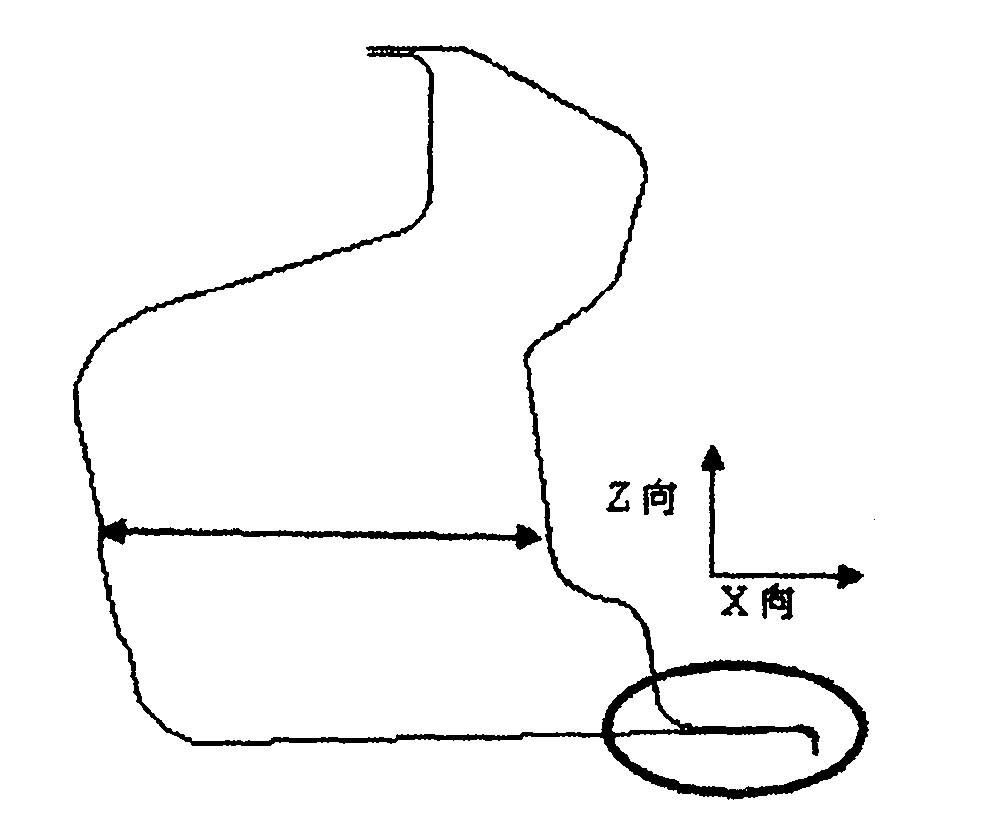
[0026] Such as Figure 4 As shown in the figure, the welded components of the front windshield beam rear end plate assembly 4 and the subsequent welded piece (the welded piece after the disassembly process) front windshield beam upper cover assembly 5 are welded together. Body rear floor cavity. The rear end of the front beam assembly 1 of the rear floor is provided with a boss 6, the height of the boss is 8-12mm, and the preferred height is 10mm. ) to regulate the positioning, to prevent the front windshield beam upper cover plate assembly 5 from shifting in the X direction, and to ensure the consistency of the two pieces.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com