

Method for the keyhole-free laser fusion cutting using leading and trailing laser beams
A laser beam and cutting direction technology, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of poor cutting edge basic pattern image, time instability, poor cutting edge roughness, etc., to achieve small The effect of affecting the image of the scar
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
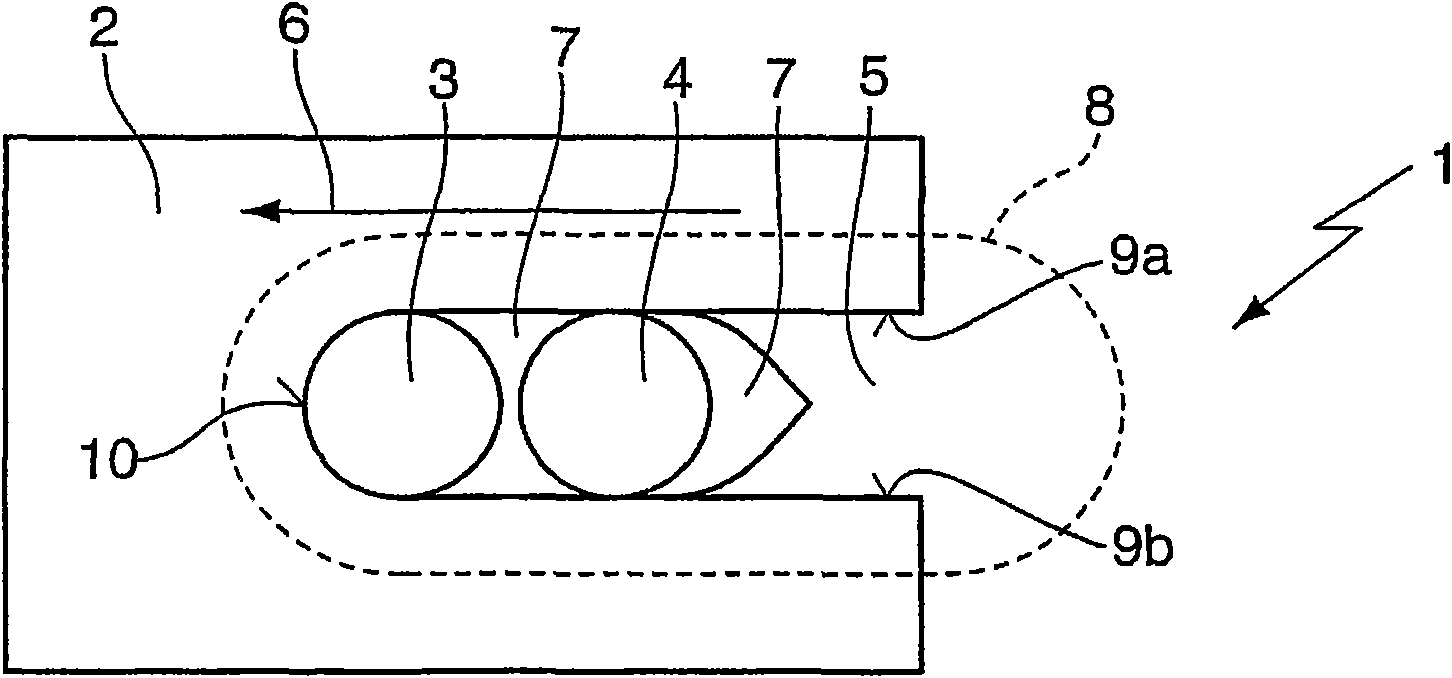
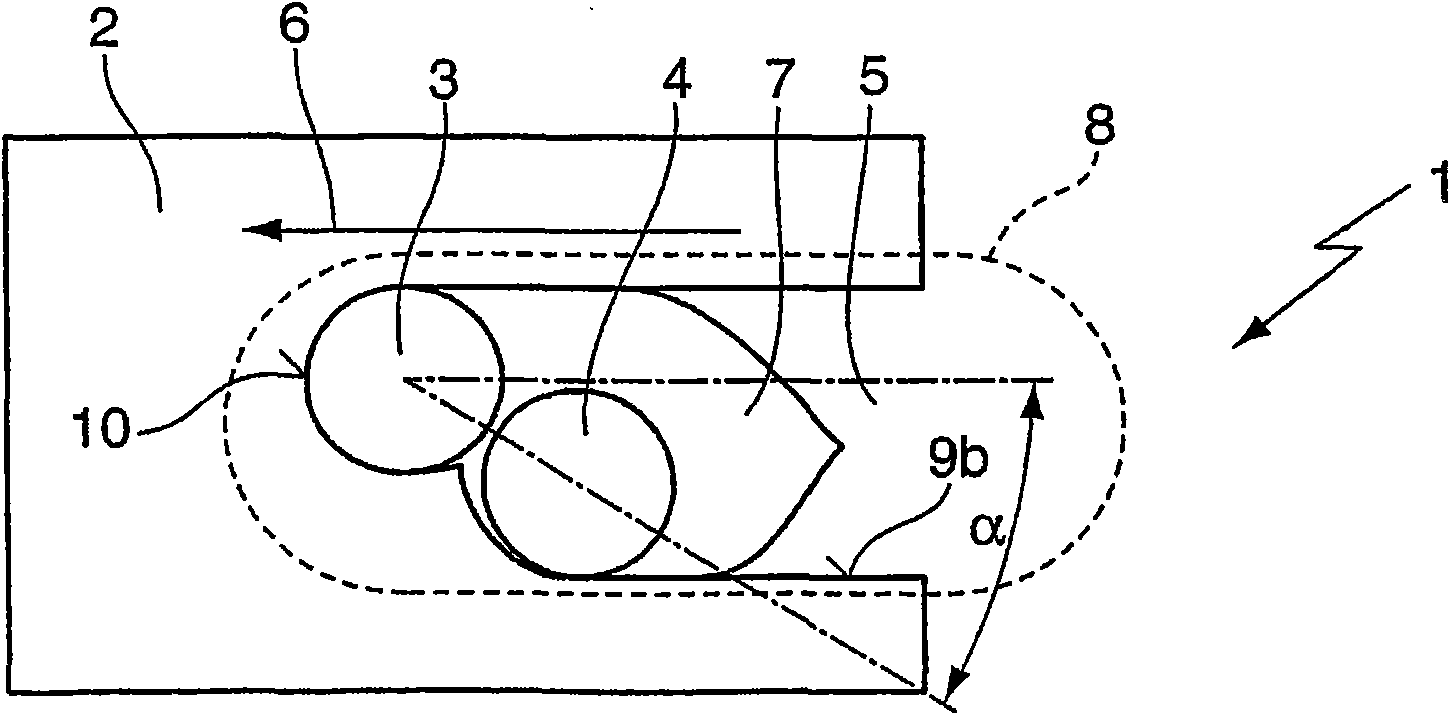
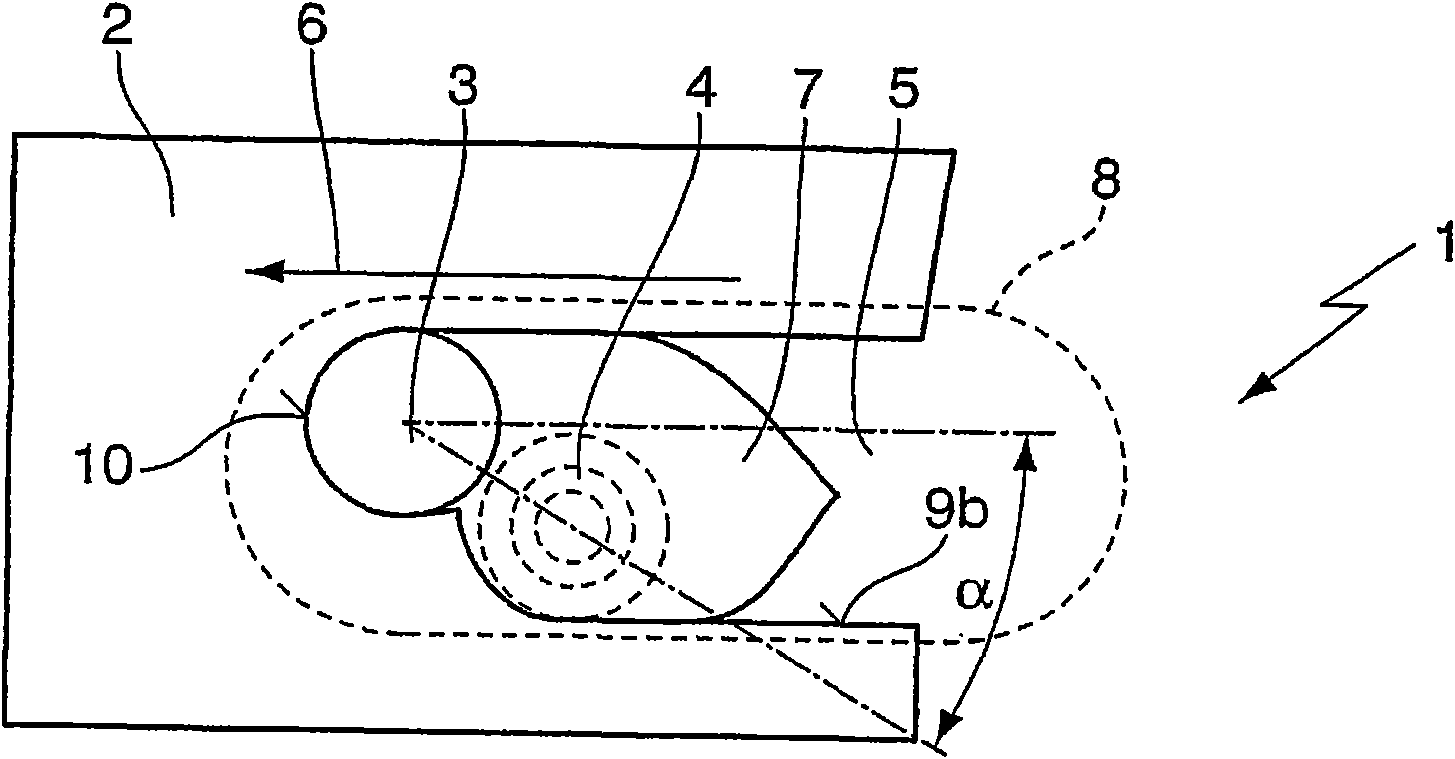
[0017] exist figure 1 The beam assembly 1 shown in is used for laser fusion cutting of a workpiece 2 by means of a leading laser beam 3 and a concentrically following laser beam 4 , which are irradiated on the workpiece 2 from above. The preceding laser beam 3 is moved in the cutting direction 6 along the kerf 5 to be produced and carries out the actual cutting, wherein the melt 7 produced here is extracted from the already high-pressure inert gas jet discharged from the nozzle 8 . The resulting kerf 5 exits downwards. The following laser beam 4 in the cutting direction 6 has the same beam diameter and the same energy on the workpiece 2 as the preceding laser beam 3 . The advantage of this beam assembly is the faster cutting speed compared to conventional laser fusion cutting without the following laser beam 4 .
[0018] In all shown embodiments, the focal point of this trailing laser beam 4 is arranged in the trailing part of the cutting front 10, and with a bifocal optic (...
PUM
| Property | Measurement | Unit |
|---|---|---|
| wavelength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More