

Sealed battery and producing method therefor
A manufacturing method and airtight technology, applied in the direction of airtight accumulators, secondary batteries, battery pack components, etc., can solve the problems of electrolyte leakage, damage, and inability to obtain the joint state, and achieve the effect of ensuring electrical continuity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
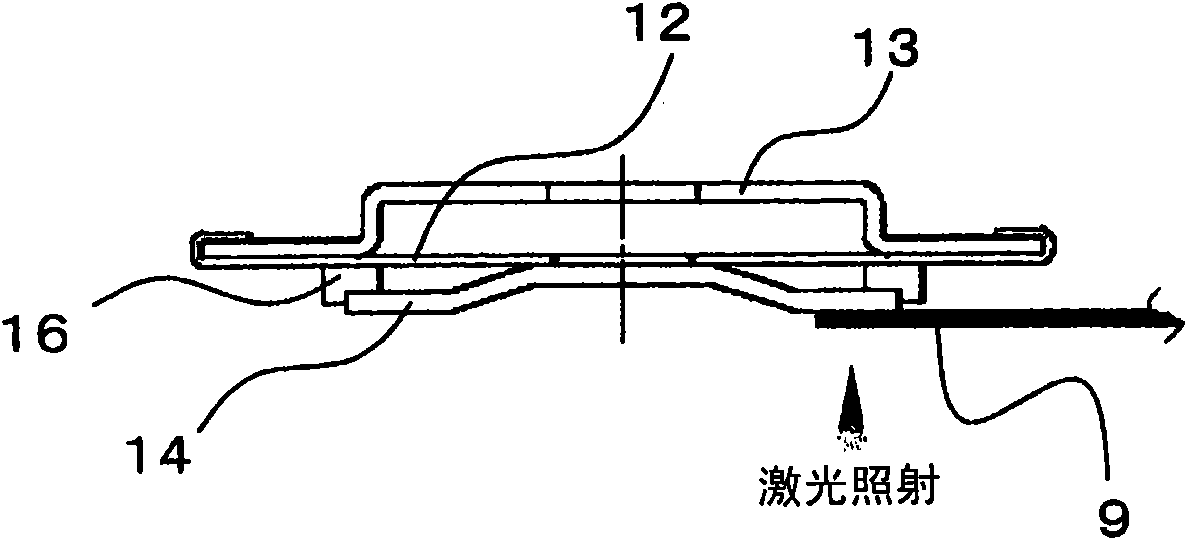
[0059] In Example 1, such as Figure 4 As shown, a connection member 14 having a thickness T of 1.0 mm is bonded to the spacer 12 of the battery cover 18 by ultrasonic waves. The stacking guide 9 (ultrasonic bonding portion 9a) is brought into contact with the side of the connecting member 14 opposite to the battery cover 18, and a laser beam is irradiated from the side of the stacking guide 9 (lower side in the figure) to connect the stacking guide 9 and the connecting member. 14 welding. YLR-2000 manufactured by IPG Corporation was used for laser oscillation, and YW-50 manufactured by Precitec Corporation was used as a processing head. The irradiation laser was set to have a focal distance of 200 mm, an output of 750 W, a beam diameter of 0.2 mm, and a scanning speed of 3 m / min. Laser irradiation was irradiated in a length of 6 mm in the width direction of the lamination guide 9, and 3 rows were irradiated at intervals of 1 mm. As a result of the irradiation, the fusion w...
Embodiment 2
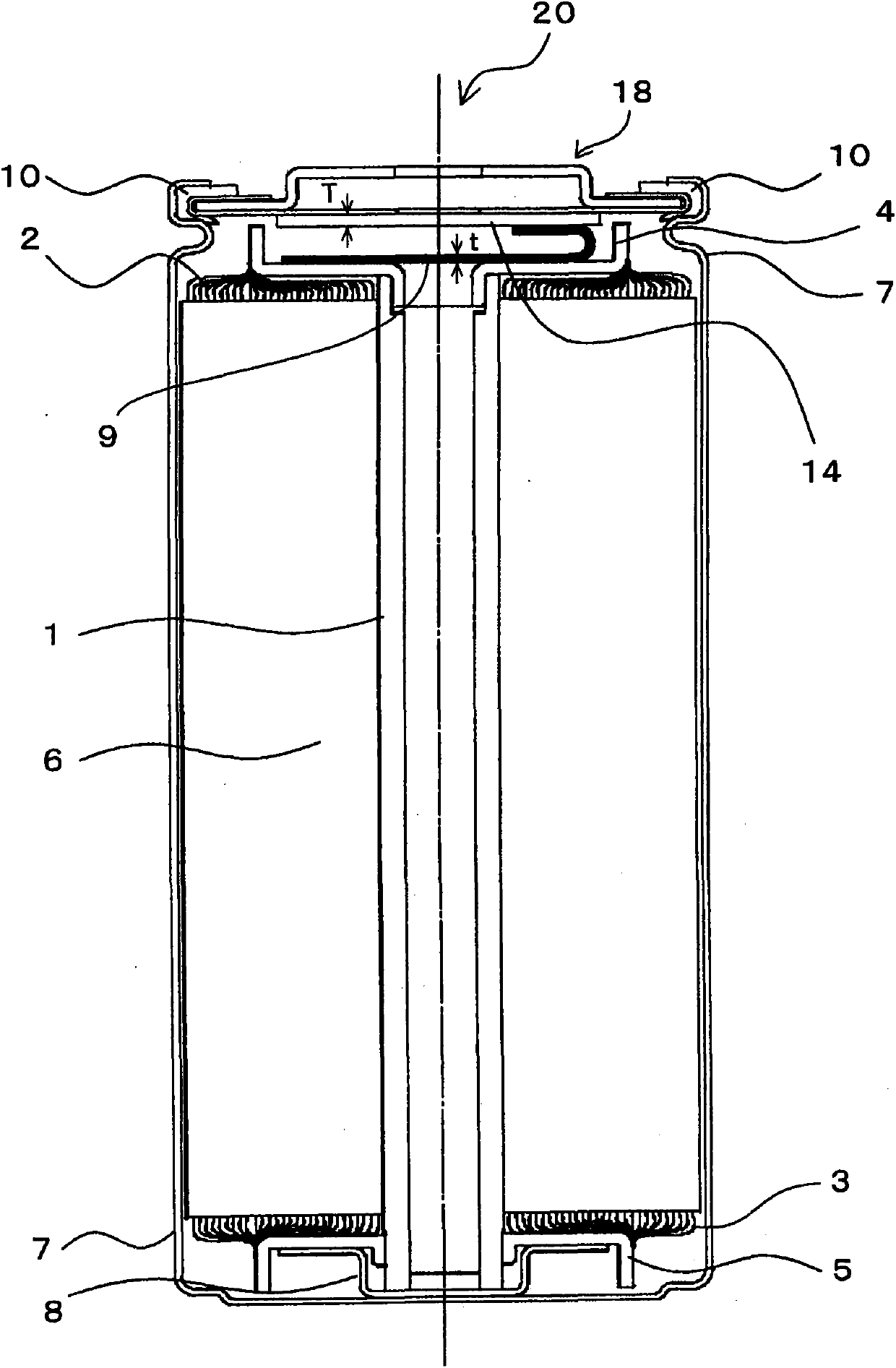
[0063] In Example 2, such as Image 6 As shown, from one end of the lamination guide 9 (the side to be bonded to the connecting member 14 ) to 5 mm in full width, an ultrasonic bonding portion 9 a is formed by ultrasonic bonding to fix the thin plates to each other. The lamination guide 9 and the connecting member 14 are welded by laser irradiation. The irradiation position of the laser beam does not protrude from the end or side end of the ultrasonic bonding part 9a or the lamination guide 9, but is limited within the range of the ultrasonic bonding part 9a. The thickness T of the connecting member 14 was 1.0 mm as in the first embodiment. In terms of laser irradiation, the conditions for Example 1 only lowered the output to 650W.
Embodiment 3
[0065] In Example 3, such as Figure 7 As shown, from one end of the lamination guide 9 (the side to be bonded to the connecting member 14 ) to 3 mm over the entire width, an ultrasonic bonding portion 9 a is formed by ultrasonic bonding to fix the thin plates to each other. The lamination guide 9 and the connecting member 14 are welded by laser irradiation. The irradiation position of the laser beam does not protrude from the end or side end of the lamination guide 9, but protrudes from the ultrasonic bonding part 9a to the part not bonded by the ultrasonic wave, and is not limited to the position within the range of the ultrasonic bonding part 9a. The thickness T of the connecting member 14, the laser light and its irradiation conditions are the same as those in the second embodiment.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More