

Method for forging large steel shaft forging
A technology for forgings and shafts, applied in the processing field of steel shaft forgings, can solve problems such as difficult to eliminate, insufficient to eliminate internal defects of materials, and achieve the effect of avoiding waste, eliminating internal defects and reducing large deformation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
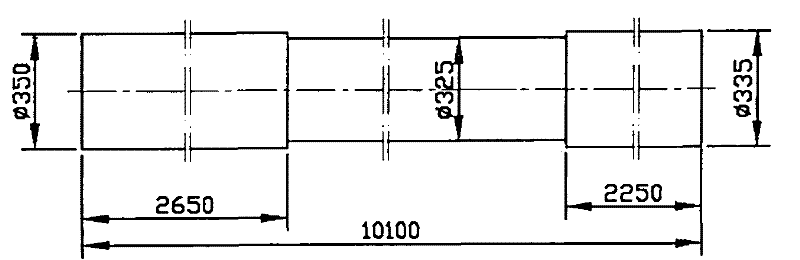
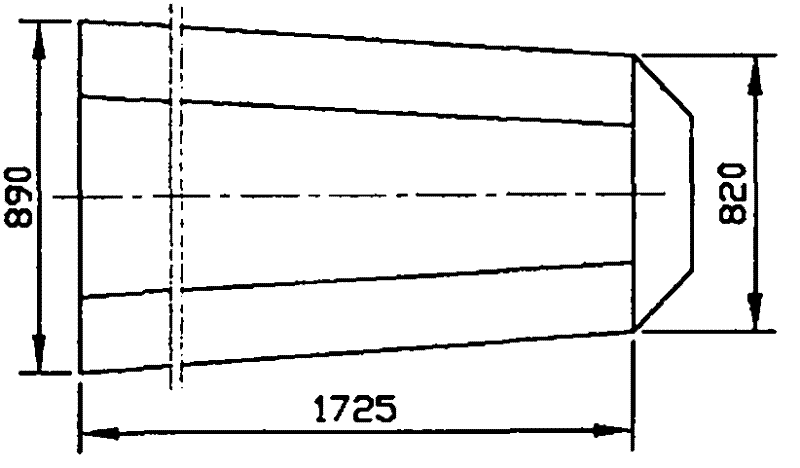
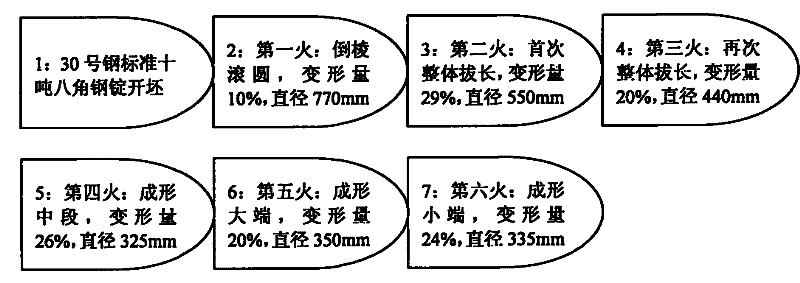
[0025] Such as figure 2 As shown, the material of a large-scale shaft forging is a standard ten-ton octagonal steel ingot of No. 30 steel. In the damage control inspection, there is a hole defect with a maximum diameter of about 2mm inside the material. Its forging process includes such as image 3 Steps shown:
[0026] (1) Chamfering and rounding: At the initial forging temperature of 1250°C, the flat anvil is used to carry out chamfering and rounding on the forging hammer, and the deformation is 10% above the final forging temperature of 800°C, and the diameter is reduced from an average of 850mm to 770mm ;
[0027] (2) First overall elongation: heat the forging to the initial forging temperature of 1250°C, and use a flat anvil on the forging hammer to elongate. The deformation amount reaches 29% above the effective hole welding temperature of 900°C, and the diameter decreases to 550mm to eliminate internal defects of forgings;
[0028] (3) Overall elongation again: he...
Embodiment 2
[0032] Such as figure 2 As shown, the material of a large-scale shaft forging is a standard ten-ton octagonal steel ingot of No. 35 steel. For flaw detection, there are holes with a maximum diameter of about 2mm inside the material. Its forging process includes such as Figure 4 Steps shown:
[0033] (1) Chamfering and rounding: at the initial forging temperature of 1250°C, the flat anvil is used to carry out chamfering and rounding on the forging hammer, and the deformation amount reaches 10% above the final forging temperature of 800°C, and the diameter is reduced from 850mm to 770mm;
[0034] (2) The first overall elongation: heat the forging to the initial forging temperature of 1250°C, and use a flat anvil to elongate it on the forging hammer. The deformation reaches 30% above the effective hole welding temperature of 900°C, and the diameter is reduced to 540mm;
[0035] (3) Overall elongation again: heat the forging to the initial forging temperature of 1250°C, and ...
Embodiment 3
[0039] Such as figure 2 As shown, the material of a large-scale shaft forging is a standard ten-ton octagonal steel ingot of No. 40 steel. For flaw detection, there are holes with a maximum diameter of about 2mm inside the material. Its forging process includes such as Figure 5 Steps shown:
[0040] (1) Chamfering and rounding: At the initial forging temperature of 1200°C, the flat anvil is used to carry out chamfering and rounding on the forging hammer, and the deformation is 10% above the final forging temperature of 800°C, and the diameter is reduced from 850mm to 770mm;
[0041] (2) The first overall elongation: heat the forging to the initial forging temperature of 1200°C, and use a flat anvil on the forging hammer to elongate, and the deformation will reach 31% above the effective hole welding temperature of 900°C, and the diameter will decrease to 530mm;
[0042] (3) Overall elongation again: heat the forging to the initial forging temperature of 1200°C, and use a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More