Method for manufacturing super-thick super-huge single steel ingot
A manufacturing method and large unit weight technology, applied in the field of manufacturing extra-thick and extra-large single-weight steel ingots, can solve the problems of difficult elimination of central segregation, unfavorable internal quality, internal and external quality of steel ingots that cannot meet market requirements, etc., and achieve central segregation propensity to reduce the effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
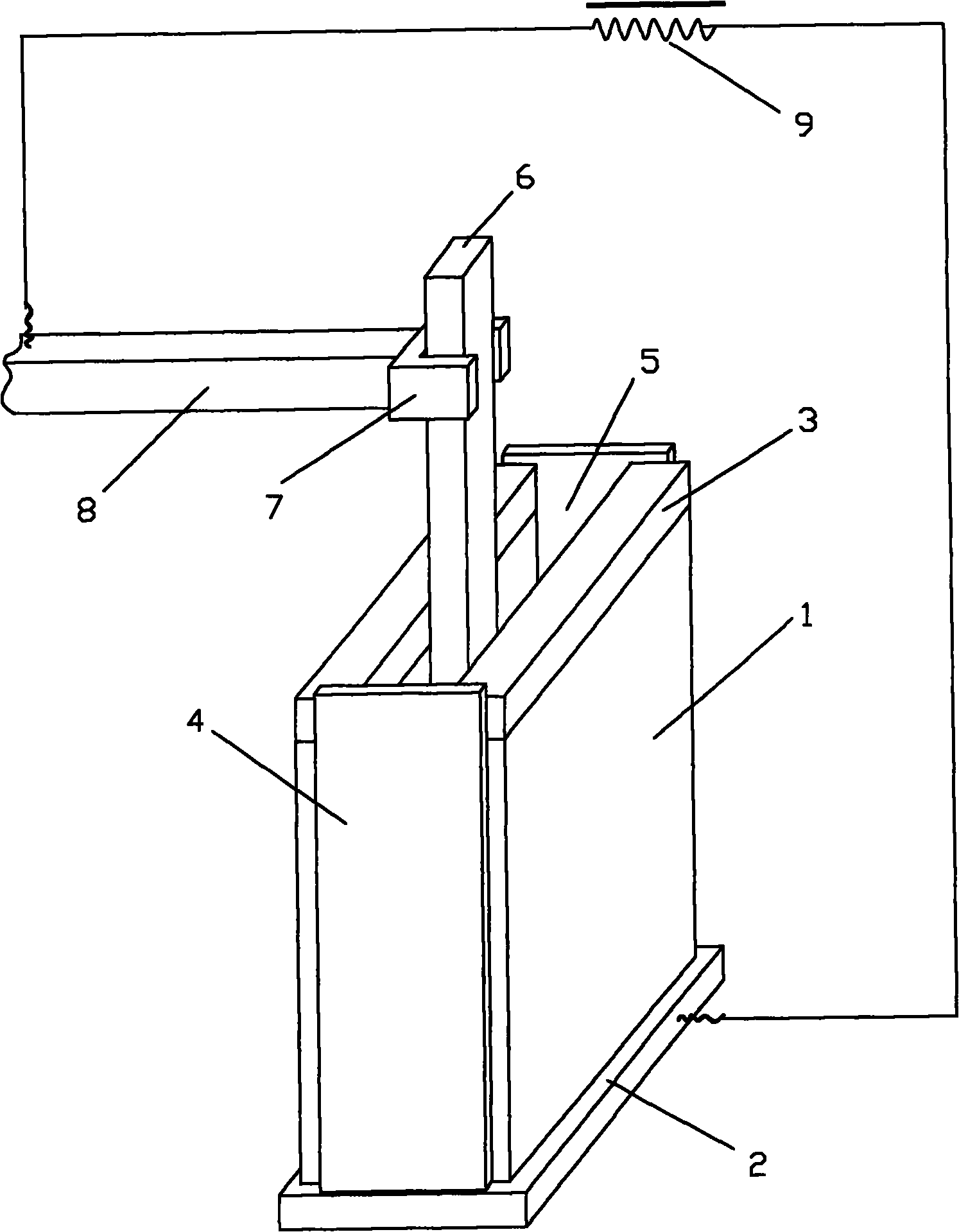
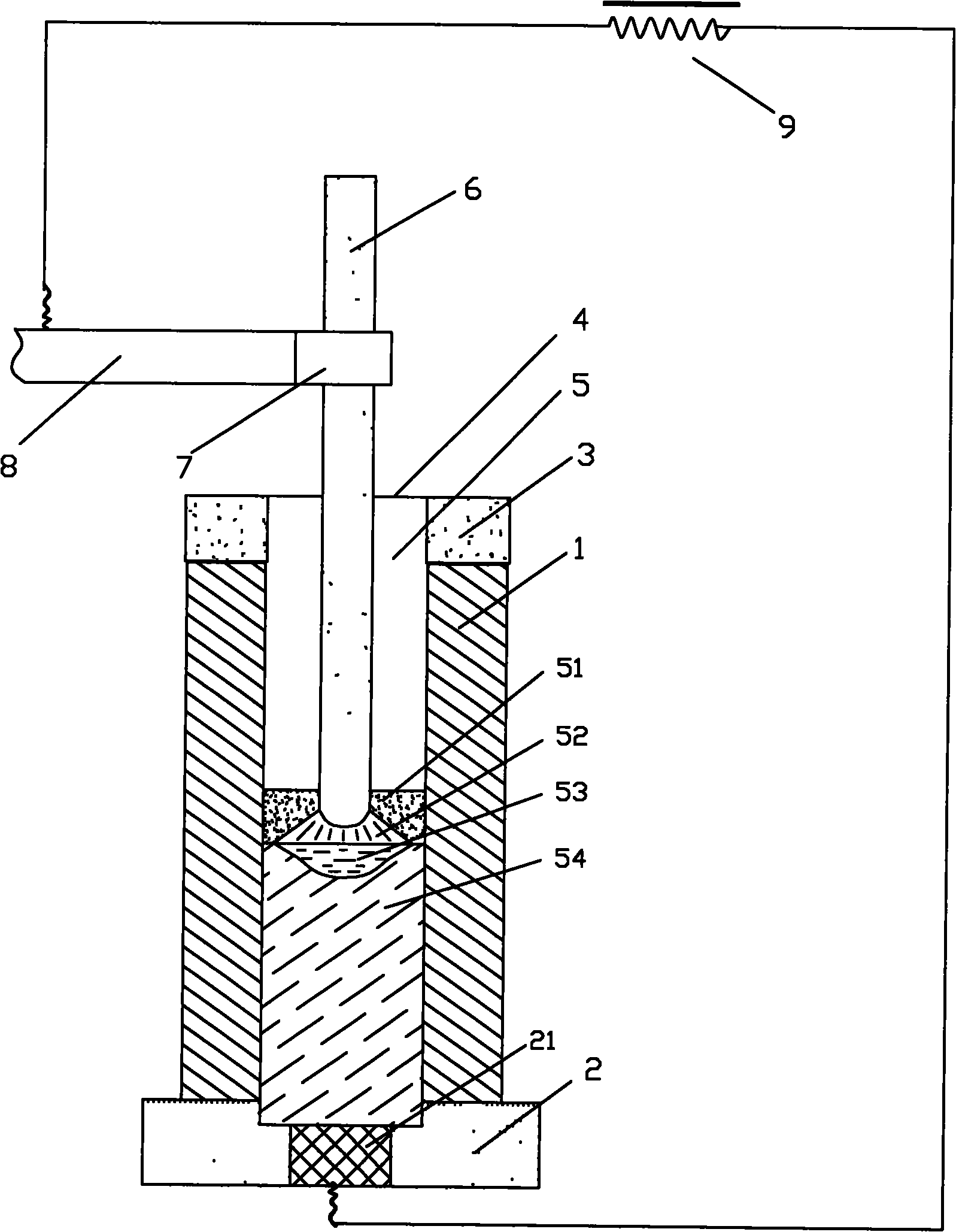
[0055] In this embodiment, the steel ingot to be produced is an extra-thick steel ingot with a thickness of 700mm, a width of 2300mm, and a length of 1500mm, and a unit weight of about 18.35 tons for rolling by medium and heavy plate rolling mills. The steel type is Q235. This embodiment adopts figure 1 In the device shown, two Q235 continuous casting blanks with a thickness of 250mm, a width of 2300mm and a length of 1500mm are selected as the original blank 1 .
[0056] In order to ensure the internal quality of the steel ingot after electroslag remelting, shot blasting or grinding wheel grinding should be performed on one surface of each continuous casting slab before production to remove mold slag, iron oxide scale and vibration marks on the surface of the slab.
[0057] After the surface treatment, the width direction of the continuous casting slabs of two original billets is placed on the chassis 2 parallel to the height direction of the steel ingot to be produced, and t...
Embodiment 2
[0064] In this embodiment, the steel ingot to be produced is an extra-thick and extra-large single-weight steel ingot with a thickness of 800 mm, a width of 2300 mm, and a length of 4800 mm, with a unit weight of about 67.12 tons, for rolling by a wide and thick plate rolling mill of more than 5 meters, and the steel type is Q235. For this reason, this embodiment adopts figure 1 In the device shown, two Q235 continuous casting blanks with a thickness of 300mm, a width of 2300mm and a length of 4800mm are selected as the original blank 1 .
[0065] In order to ensure the internal quality of the steel ingot after electroslag remelting, shot blasting or grinding wheel grinding should be performed on one surface of each continuous casting slab before production to remove mold slag, iron oxide scale and vibration marks on the surface of the slab.
[0066] After the surface treatment, the width direction of the continuous casting slabs of two original billets is placed on the chassi...
Embodiment 3
[0073] In this embodiment, the steel ingot to be produced is an extra-thick special steel ingot with a thickness of 600 mm, a width of 1500 mm, a length of 2000 mm, and a single weight of about 13.7 tons. The steel type is a composite steel type of welded structural steel and weathering steel. , The lower outer layer is made of weathering steel JIS G3114SMA490CW within a thickness range of about 200mm, and the middle layer is made of welded structural steel JIS G3106SM490C within a thickness range of about 200mm.
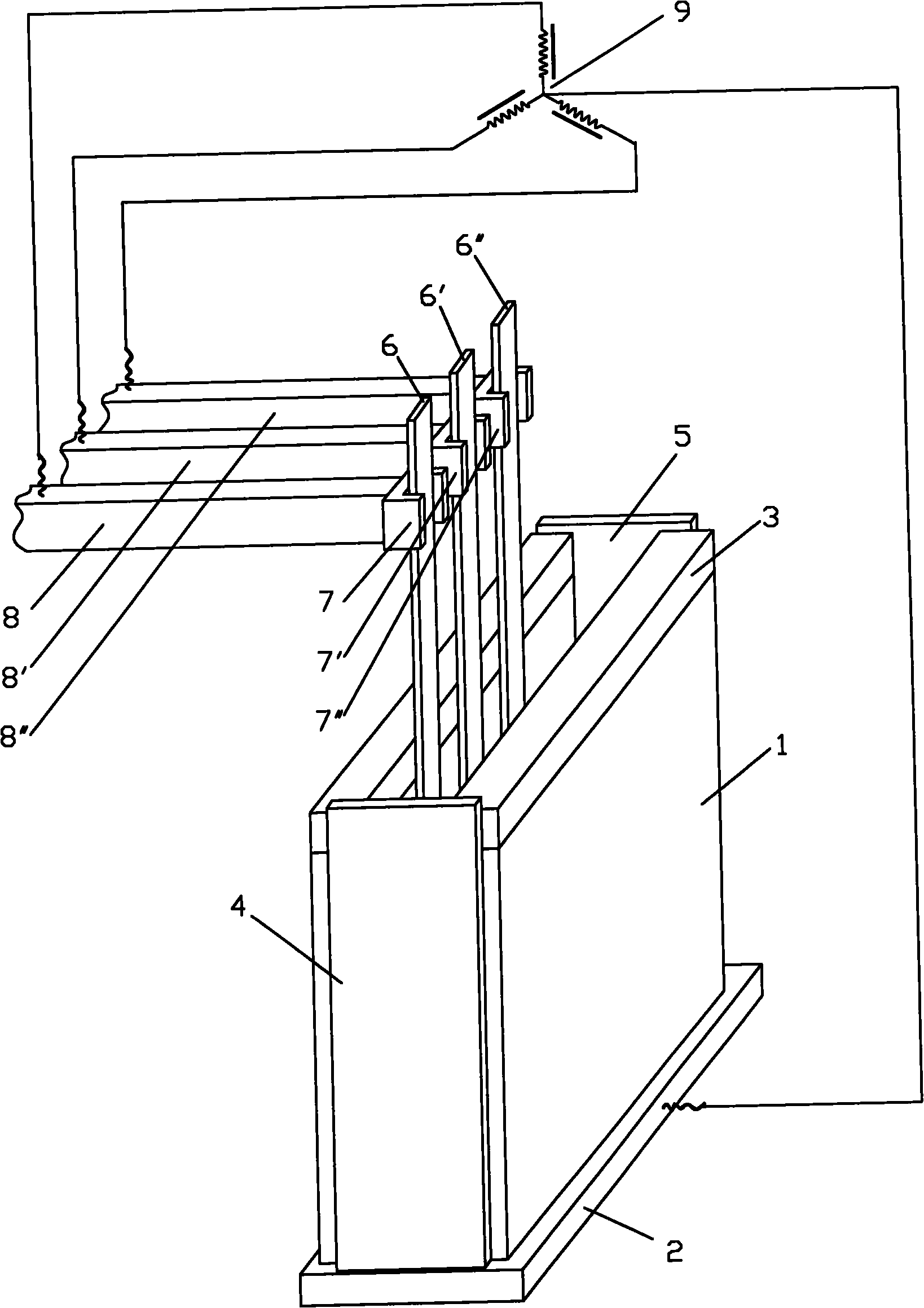
[0074] use image 3 In the device shown, two continuous casting slabs with a thickness of 200 mm, a width of 1500 mm, a length of 2000 mm and a composition of JIS G3114SMA490CW are selected as the original billet 1 . In order to ensure the internal quality of the steel ingot after electroslag remelting, shot blasting or grinding wheel grinding should be performed on one surface of each continuous casting slab before production to remove mold slag, iron oxide scale a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More