

Push-broaching molding process of gear part of ring gear
A technology of inner ring gear and tooth part, which is applied in the technical field of inner ring gear tooth part forming, can solve the problems of poor rigidity of broach, large axial radial ratio, low strength, etc. The effect of short and low damage cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] The present invention will be further described below according to the accompanying drawings and examples.
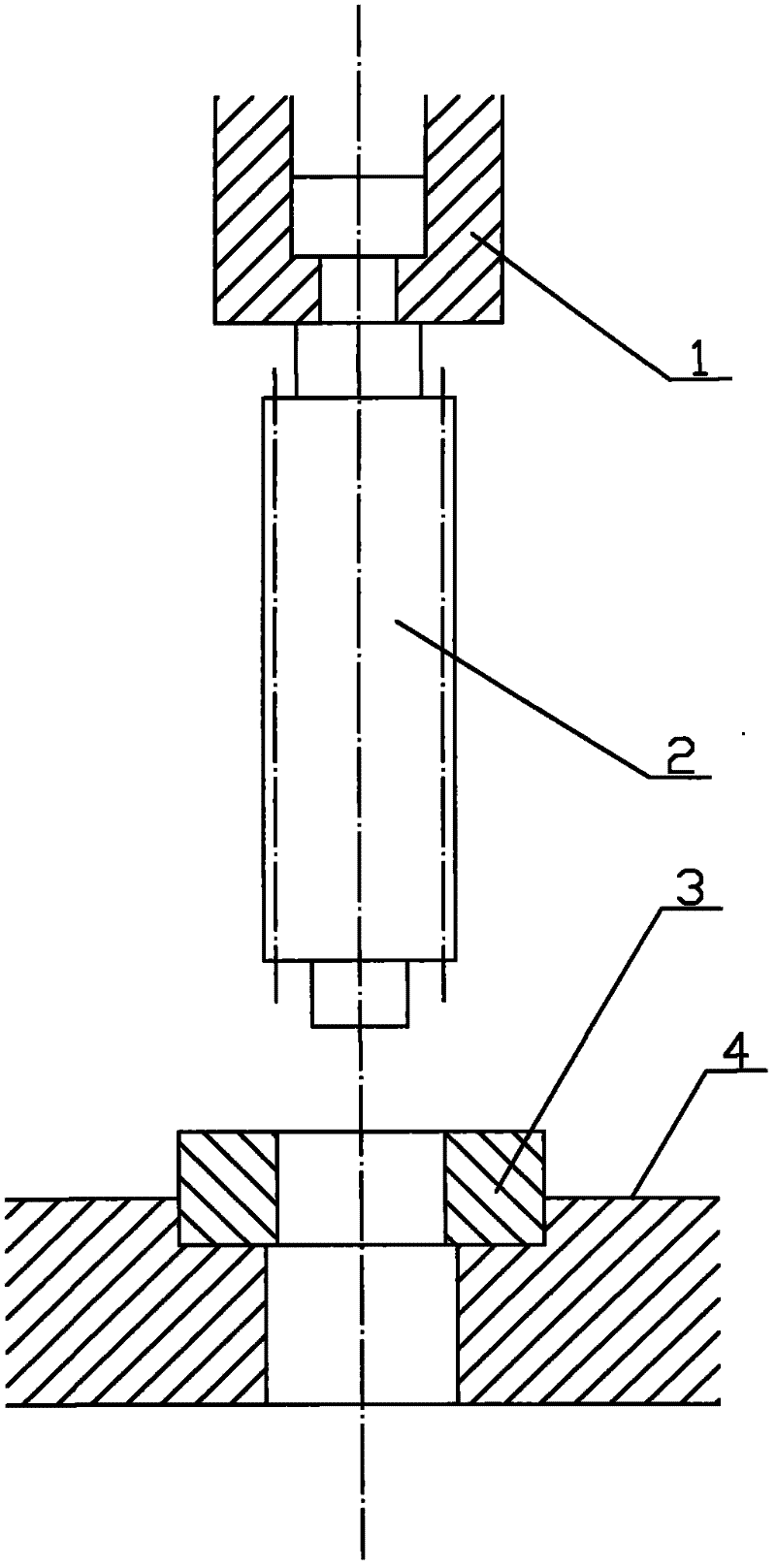
[0019] Accompanying drawing is the schematic diagram of embodiment of the present invention, and its technological process is as follows:
[0020] (1) First, position and install the flat inner ring gear 3 on the workbench 4;
[0021] (2) Vertically install push knives 2 of set sizes on the press head 1 of the press according to the sequence number, the push knives 2 are coaxial with the inner ring gear 3, the small end is located at the bottom end, and the large end is located at the upper end;
[0022] (3) When pushing, the thrust direction of the pressure head 1 acting on the upper end of the push knife 2 is consistent with the downward direction of the push knife 2, the downward speed of the push knife is 8 ~ 10mm / s, and the cutting amount of each layer of the push knife is 0.12mm ~ 0.50mm;
[0023] This embodiment is to push and cut the 9990.1234.0121 Stey...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More