

Construction method for butt welding irregular space box-type steel members
A construction method and technology for steel components, applied in welding equipment, manufacturing tools, metal processing equipment, etc., can solve problems such as uneven welding positions and easy deformation of box-shaped steel components, so as to eliminate welding stress, improve welding quality, and reduce welding stress. effect of difficulty
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] Such as figure 2 As shown, the butt welding construction method of the special-shaped space box steel member in this embodiment includes the following steps:
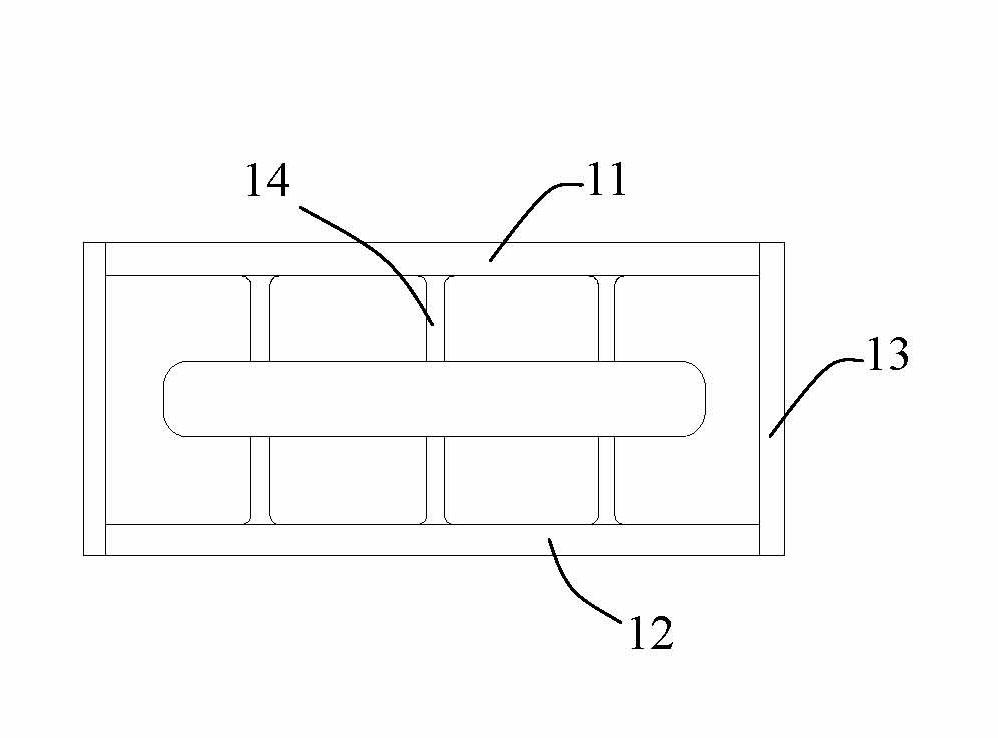
[0035] S201, opening at least one process hole on the upper flange at the welding position.
[0036] S202, butt the two sections of steel members.
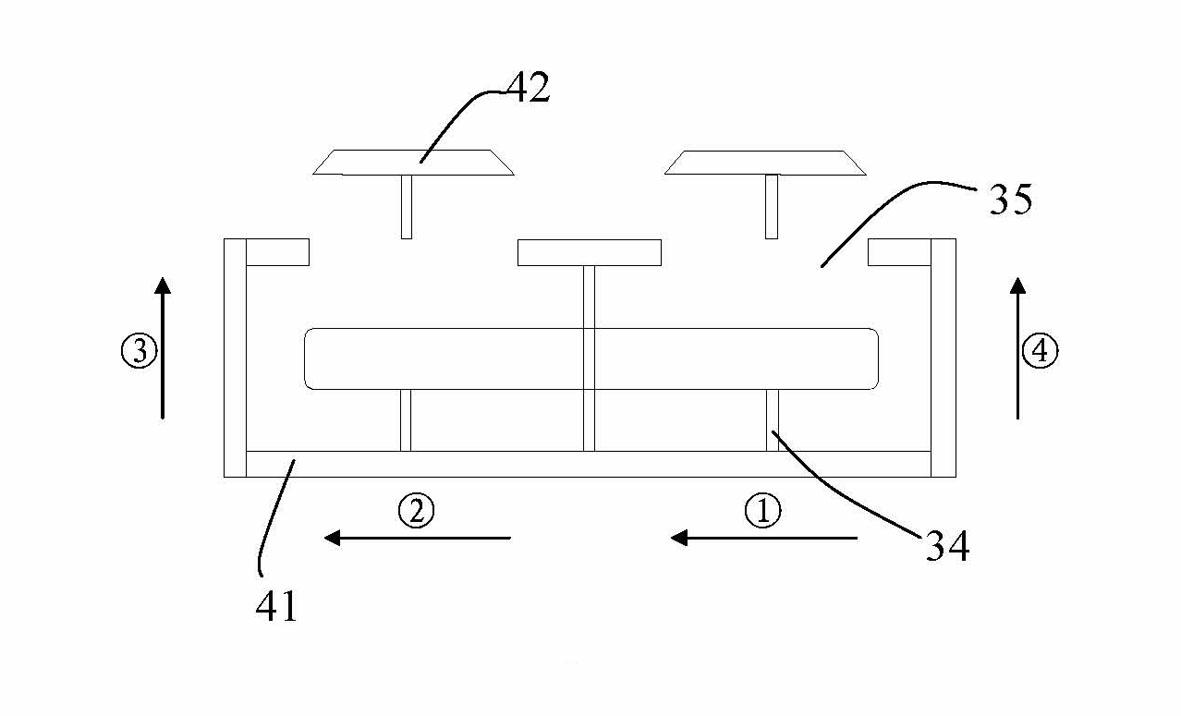
[0037] S203, enter the inside of the box body of the steel member from the process hole, and adopt a segmented symmetrical welding method to weld the butt joint position of the lower wing plate and the rib plate.
[0038] S204, use symmetrical welding on the outside of the box body of the steel member, and weld the butt joint position of the side plate.
[0039] S205, welding a cover plate on the process hole.
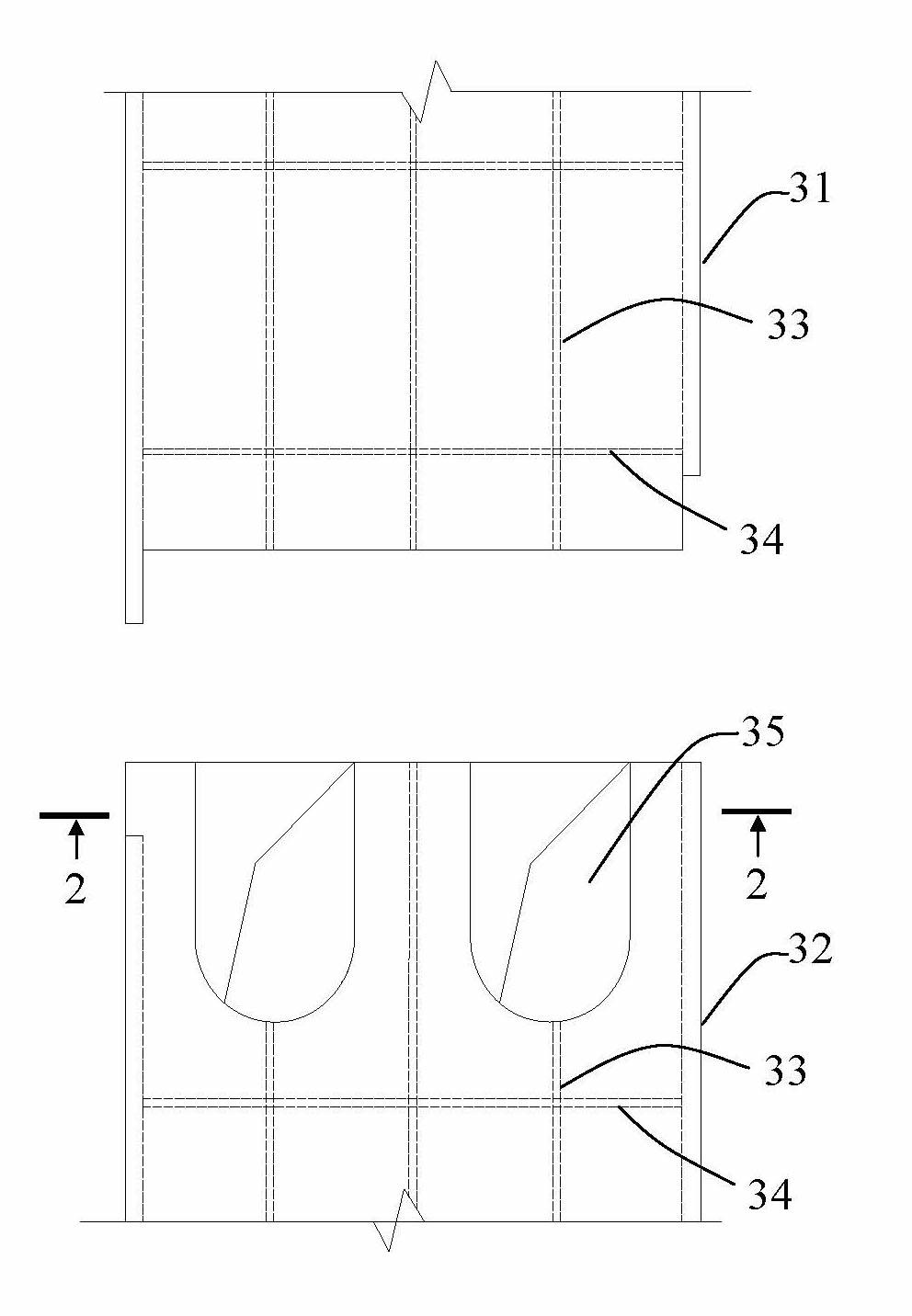
[0040] Please refer to image 3 with Figure 4 , image 3 is a schematic diagram of the butt joint of two steel members, Figure 4 yes image 3 Sectional view of position 2-2 in the center. Depend on image 3 It can be seen that there are many ribs...
Embodiment 2
[0045] Such as Figure 5 As shown, the butt welding construction method of the special-shaped space box steel member in this embodiment includes the following steps:
[0046] S501, set connecting plates on two sections of steel members respectively.
[0047] S502, respectively position the welded horse plate at the joint position of the two sections of steel members.
[0048] S503, opening at least one process hole on the upper flange at the welding position.
[0049] S504, use the horse board to butt the two sections of steel members, and ensure that the connection of the two sections of steel members is consistent.
[0050] S505, Welding together connecting plates on two sections of steel members.
[0051] S506, add a copper backing plate at the bottom of the welding position of the lower wing plate.
[0052] S507, preheating the butt joint position of the two sections of steel components.
[0053] S508, enter the inside of the box body of the steel member from the proces...
Embodiment 3
[0074] Such as Figure 8 As shown, the butt welding construction method of the special-shaped space box steel member in this embodiment includes the following steps:
[0075] S801, opening at least one process hole on the upper flange at the welding position.
[0076] S802, opening at least one side hole on the side plate.
[0077] S803, butt joint two sections of steel members.
[0078] S804, enter the inside of the box body of the steel member from the process hole, and adopt a segmented symmetrical welding method to weld the butt joint position of the lower wing plate and the rib plate.
[0079] In S805, symmetrical welding is adopted on the outside of the box body of the steel member, and the butt joint position of the side plate is welded.
[0080] S806, welding a cover plate on the process hole.
[0081] S807, enter the inside of the box body of the steel member from the side hole, and weld the butt ribs at the position of the process hole.
[0082] Compared with Em...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More