
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Continuous extruder
A technology of extruder and discharge area, which is applied in the field of continuous extruder, can solve the problems of long time consumption and uncontinuous process, and achieve the effect of improving electrical conductivity and mechanical properties, and suppressing phase separation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 example
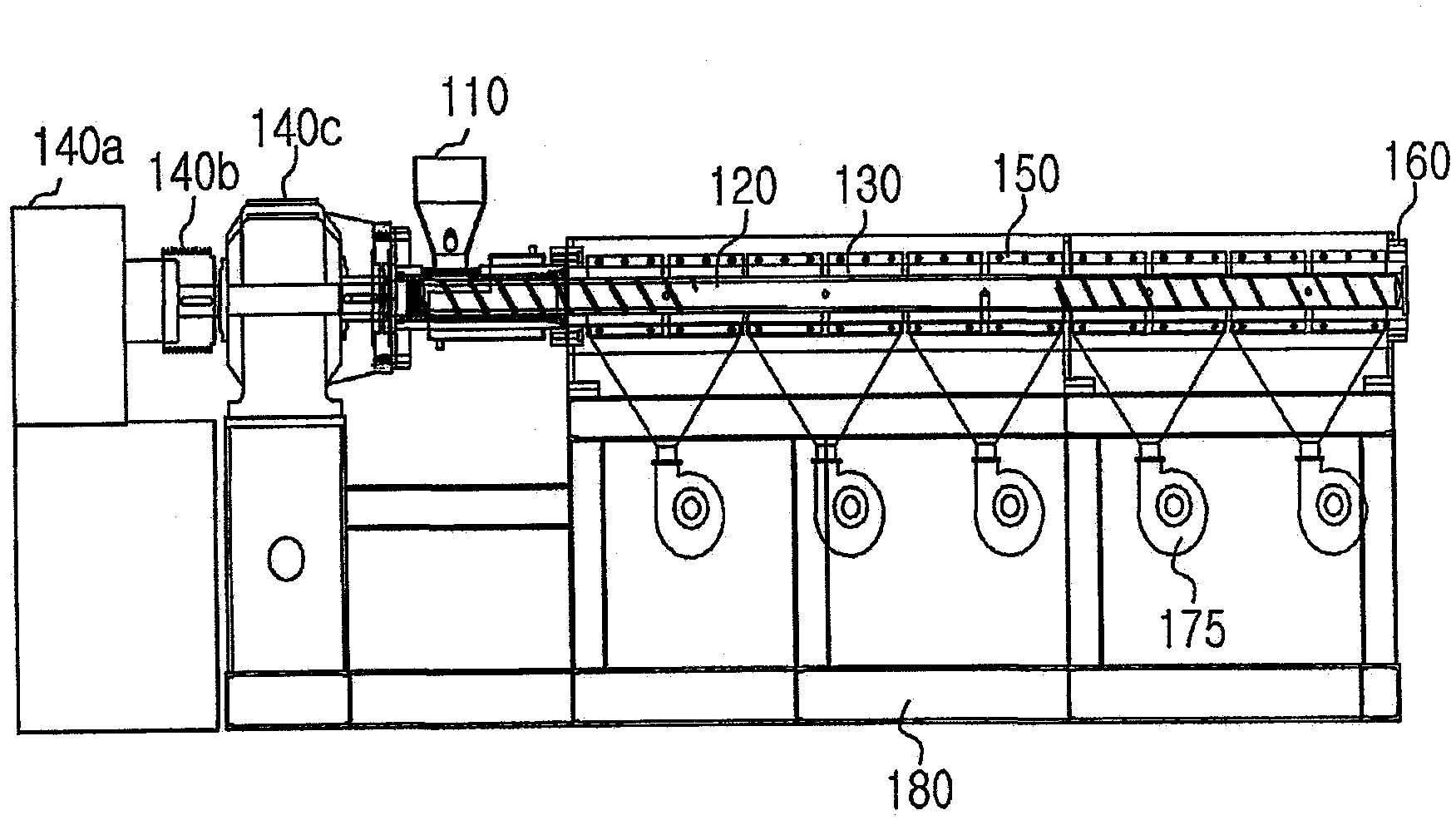
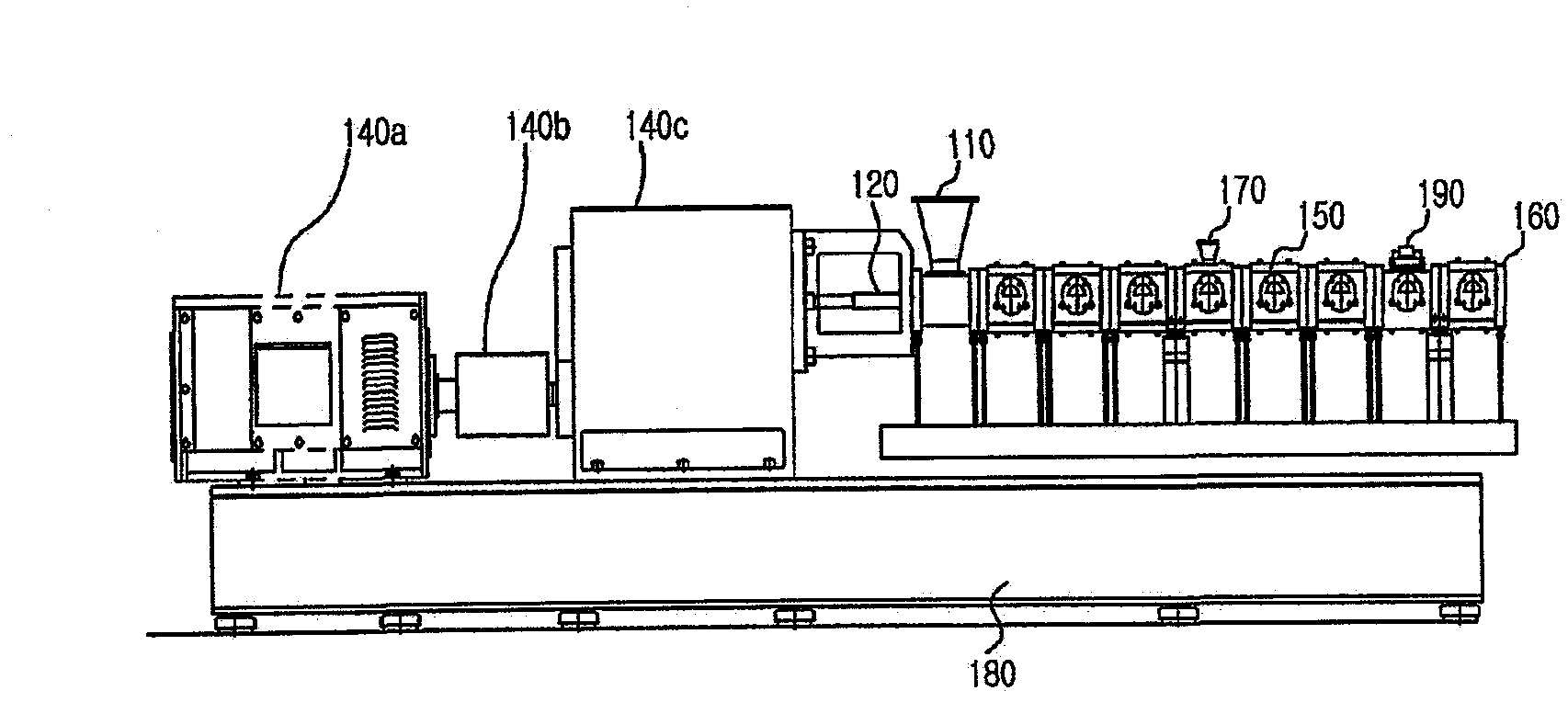
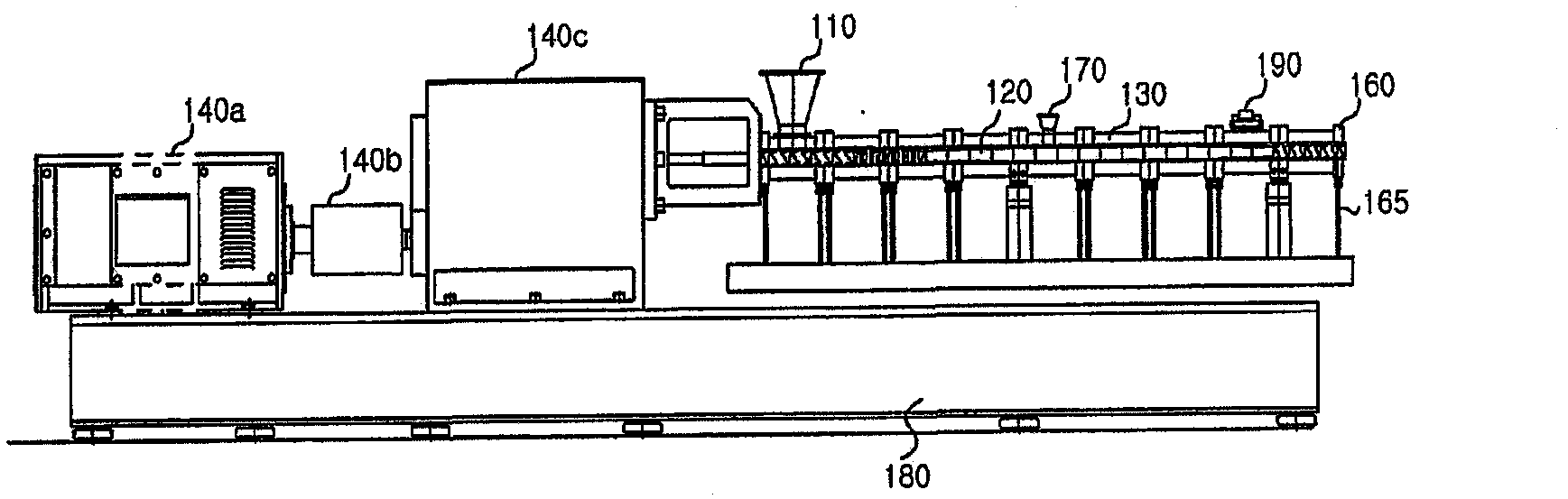
[0070] To the hopper 110 of the continuous twin-screw extruder, a mixture comprising an average particle size of 8 μm, 0-15% by weight of clay, and 85-100% by weight of polyamide resin was fed.
[0071] The polyamide resin and clay are stirred, melted and compressed in the melting and compression zone Z1 of the continuous twin-screw extruder. The temperature of the melting zone was maintained at 250°C by the heating unit. At this time, the two rotating shafts 120 driven by the motor rotate clockwise, the rotating speed of the rotating shafts 120 is 230rpm, and the wheelbase between the two rotating shafts is 5cm. The rotating shaft 120 in the melting and compressing zone Z1 is formed into a spiral screw shape in order to agitate and compress the raw material injected through the hopper 110 and supply it to the dispersing zone Z2. The helix angle of the helical screw is about 30°, the distance between the thread of the helical screw and the barrel 130 is 1 / 60 of the diameter o...
no. 2 example
[0076] 78.0 to 98.0% by weight of polyamide resin and 2.0% by weight of clay having an average particle size of 8 μm were charged into the hopper 110 of the continuous twin-screw extruder.
[0077] The polyamide resin and clay were stirred in the continuous twin-screw extruder, and melted and compressed at a temperature of 250° C. higher than the melting temperature of the polyamide resin.
[0078] After the polyamide resin and the clay are fed into the continuous twin-screw extruder and melted, the clay is peeled off to be dispersed in the composition of the polyamide resin process by side feeding ) way to put in glass fibers with a weight percentage of 0-25%.
[0079] The subsequent process is the same as the first embodiment except that the temperature of 240° C. is maintained in the dispersion zone Z2, so as to obtain a granular polyamide nanocomposite.
no. 3 example
[0081] 76.3-96.3% by weight of polyamide resin, 2.0% by weight of clay with an average particle size of 8 μm, and 1.7% by weight of carbon nanotubes were charged into the hopper 110 of the continuous twin-screw extruder.
[0082] The polyamide resin and clay were stirred in the continuous twin-screw extruder, and melted and compressed at a temperature of 250° C. higher than the melting temperature of the polyamide resin.
[0083] After the polyamide resin and the clay are fed into the continuous twin-screw extruder and melted, the clay is peeled off to be dispersed in the composition of the polyamide resin process by side feeding ) way into 0 to 20% by weight of glass fiber.
[0084] The subsequent process is the same as the first embodiment except that the temperature of 240° C. is maintained in the dispersion zone Z2, so as to obtain a granular polyamide nanocomposite.
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com