

Method for welding heat exchanger tube plate and welding joint of heat exchange tube
A welding method and welding joint technology, applied in welding equipment, arc welding equipment, heat exchange equipment, etc., can solve problems such as shell-side medium gap corrosion, decrease in weld density, and no technical literature found, so as to improve the internal quality , Reduce the probability of welding defects, avoid the effect of crevice corrosion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] The present invention will be further described in detail below in conjunction with the accompanying drawings and through specific embodiments. The following embodiments are only descriptive, not restrictive, and cannot limit the protection scope of the present invention.
[0021] A method for manufacturing a welded joint between a heat exchanger tube sheet and a heat exchange tube, the steps of the manufacturing method are:
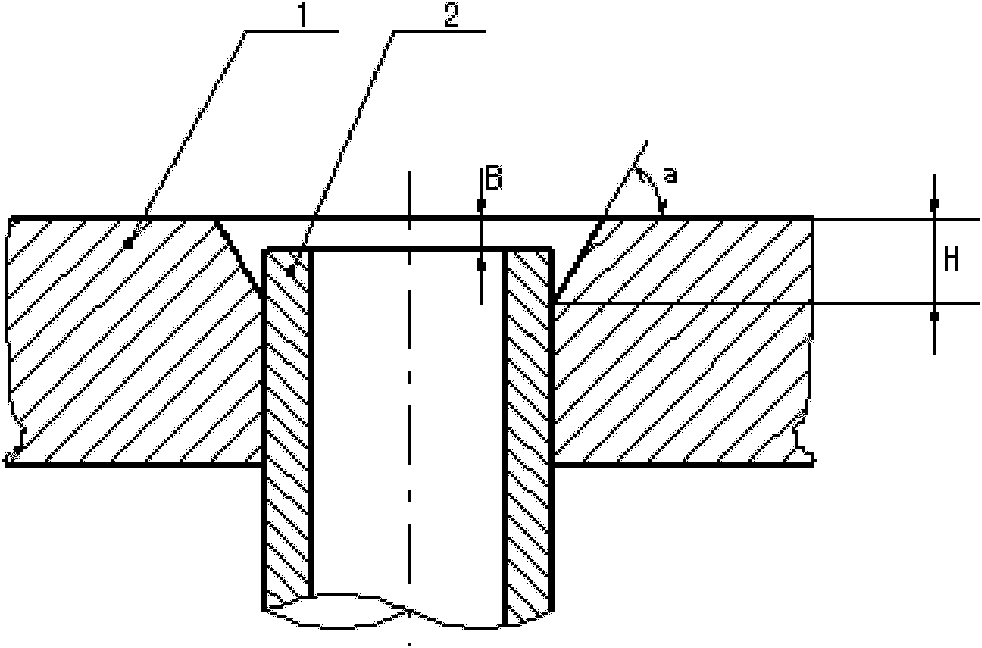
[0022] 1. Make a groove with an angle of a=2×45° on the heat exchange tube hole 2 on the tube sheet 1, and at the same time, recess the tube end of the heat exchange tube into the surface of the tube sheet to a height of B=0.5-1mm. The height is H=2mm;
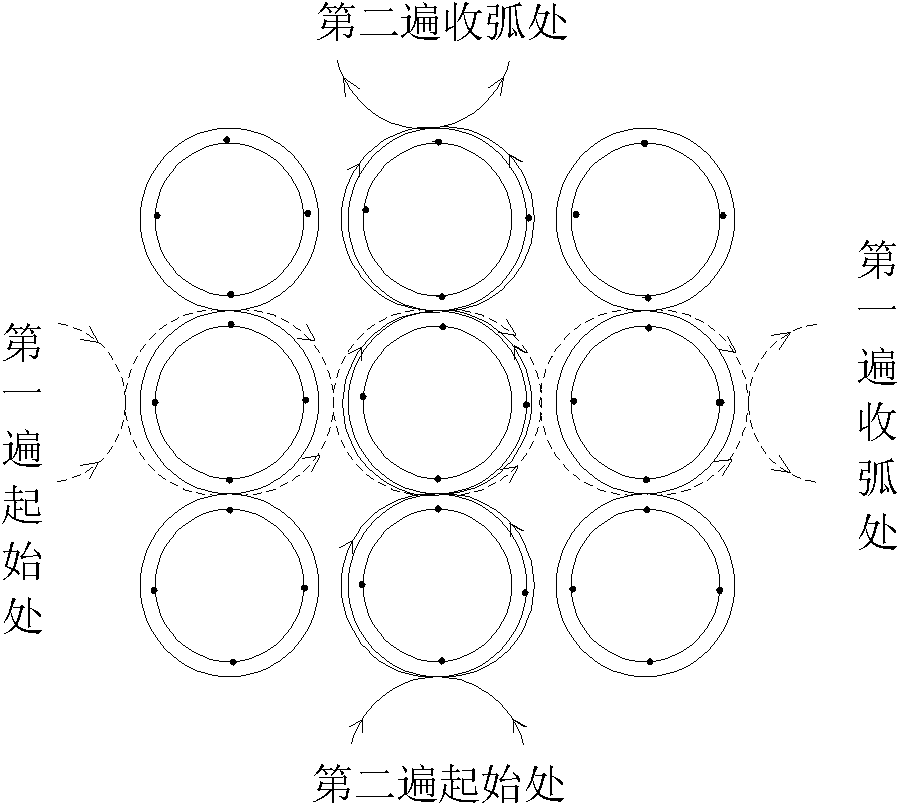
[0023] 2. Tungsten argon arc welding is used for welding, and the welding is divided into two times. The first welding adopts argon tungsten arc welding without adding welding wire, that is, self-fluxing welding. During welding, the pipes in the same column are welded sequentially from bottom to t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Height | aaaaa | aaaaa |
| Height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More