

Low-pressure casting filling-mold air exhaust structure for sand mold and setting method for low-pressure casting filling-mold air exhaust structure
A technology of low-pressure casting and sand molding, which is applied in the setting field of sand-mold low-pressure casting filling and exhausting structures. It can solve problems such as constraints and the inability to use crystallization pressurization, and achieve the effects of saving costs, reducing the amount of sand used, and smooth exhausting.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
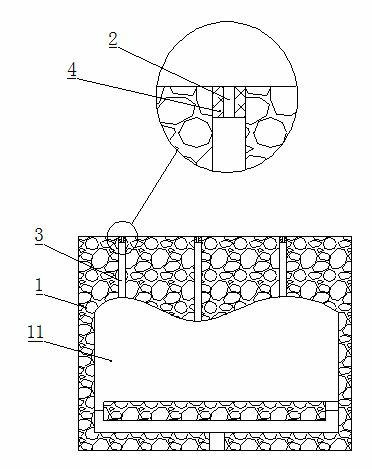
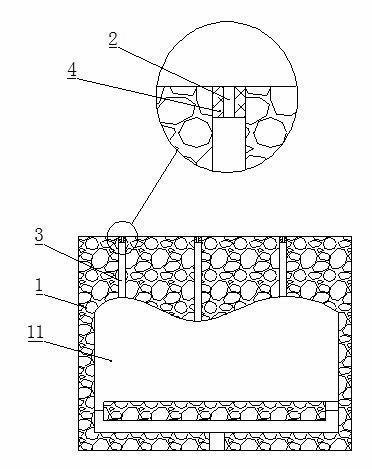
[0015] Such as figure 2 As shown, the sand mold 1 is included, and the top of the sand mold 1 is provided with an exhaust passage connecting the top of the sand mold cavity 11 with the outside world. The exhaust passage is composed of shallow holes 2 and deep holes 3 arranged in sequence from top to bottom. The lower end of the deep hole 3 is connected to the sand mold cavity 11, the upper end of the deep hole 3 is connected to the lower end of the shallow hole 2, and the upper end of the shallow hole 2 is connected to the outside world. The diameter of the shallow hole 2 is smaller than that of the deep hole 3. The drilling direction of shallow hole 2 and deep hole 3 can be vertical or inclined, but shallow hole 2 must be located on the upper surface of sand mold 1.
[0016] The specific steps to set up the exhaust structure are:
[0017] Firstly, at least one exhaust passage is drilled on the upper surface of the sand mold 1 to communicate the mold cavity 11 with the outs...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More