

Split type bearing bush centrifugal casting method
A centrifugal casting and split technology, applied to bearing components, shafts and bearings, mechanical equipment, etc., can solve problems such as poor quality of bearing pads, weak bonding, cracks, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
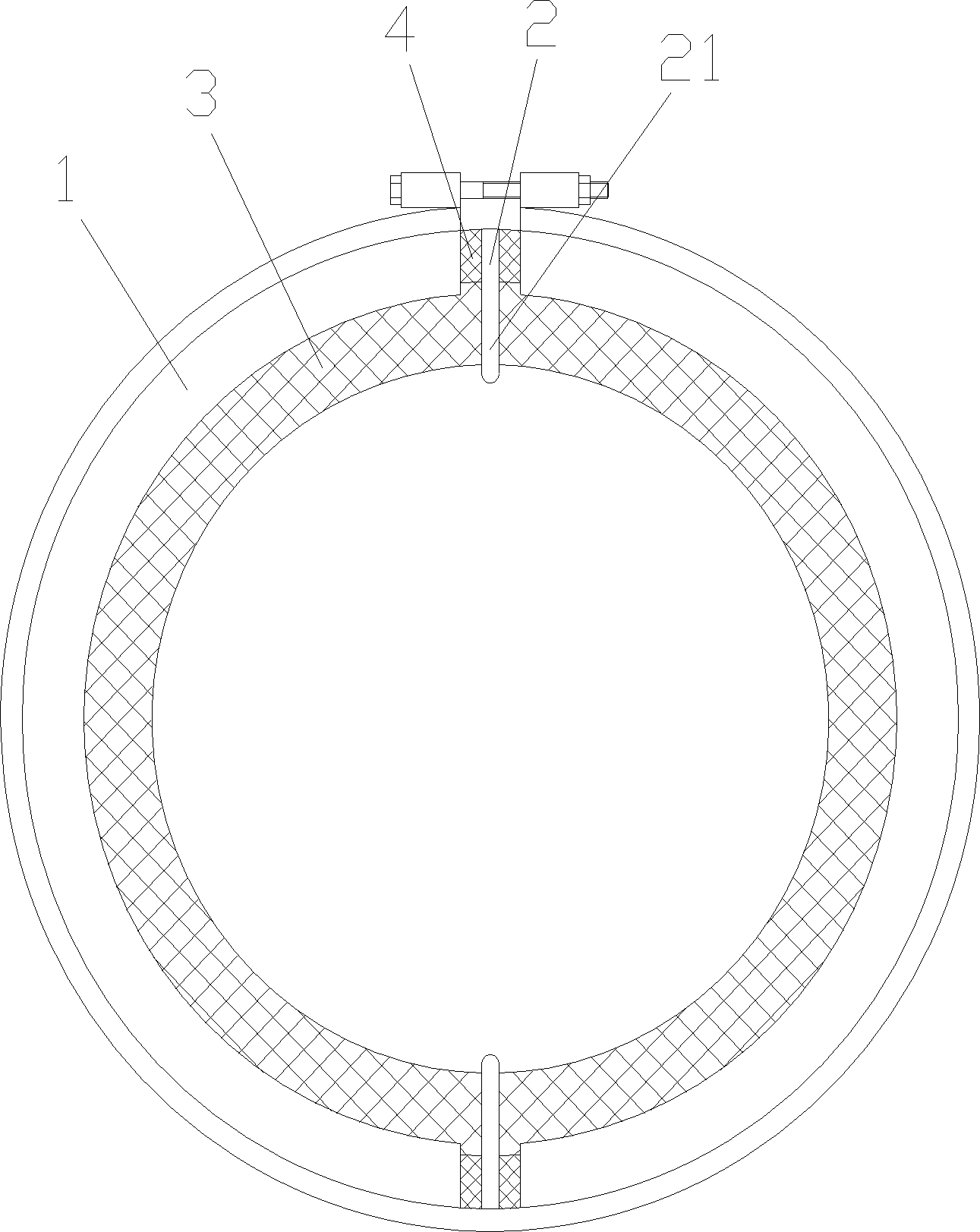
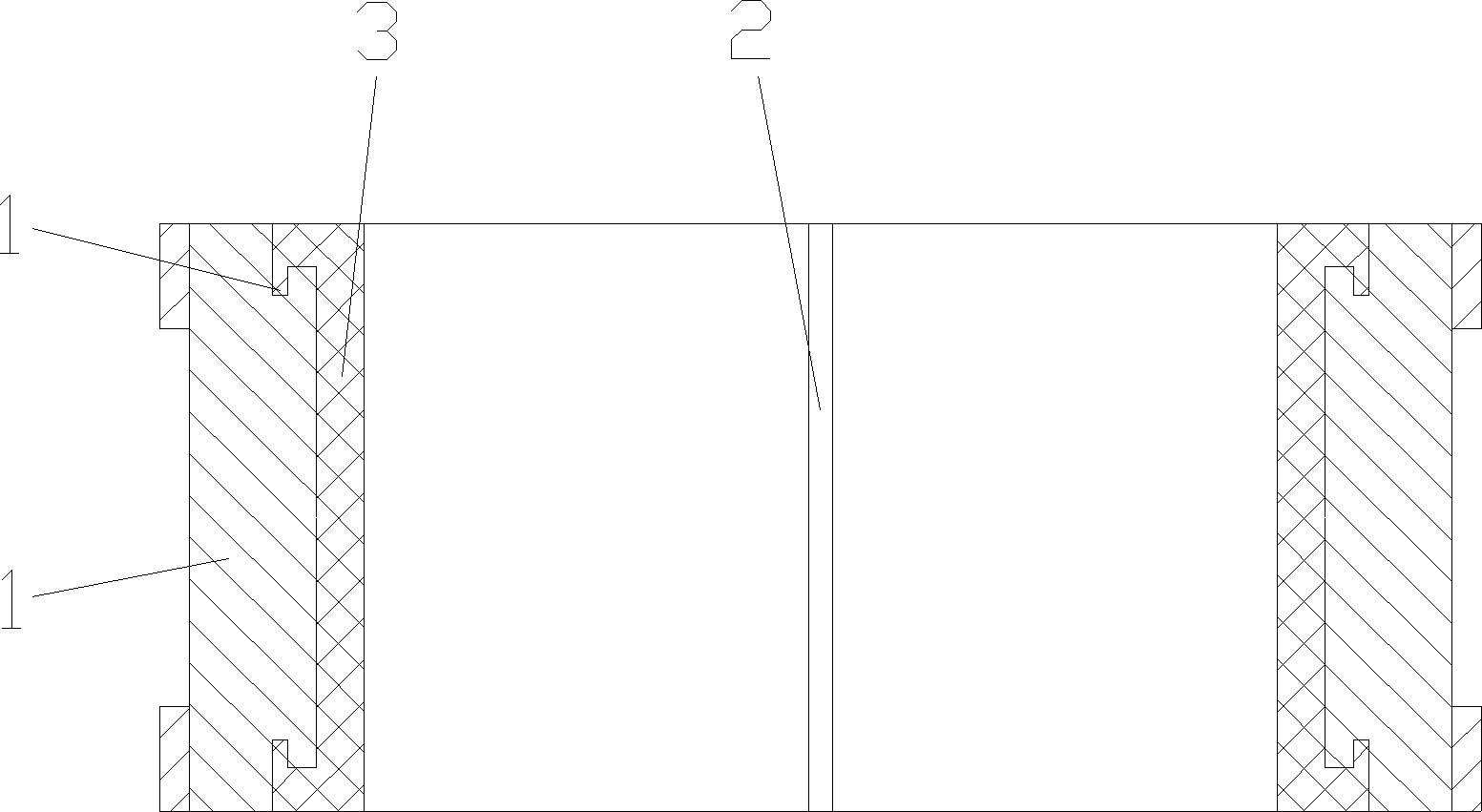
[0019] figure 1 A schematic diagram of the tile structure, figure 2 for figure 1 As shown in the figure: the centrifugal casting method of the split bearing bush in this embodiment includes the preparation of molten anti-friction material, treatment of the tile blank, centrifugal casting and subsequent processing. The tile blank 1 is fastened by two half tiles and then fixed made, specifically including the following steps:
[0020] a. preparing a molten anti-friction material for pouring into the interior of the tile 1 to form the lining 3;
[0021] b. An annular groove 11 is processed coaxially with the tile blank 1 on both ends of the tile blank 1. The side wall of the tile axis to ensure that the molten anti-friction material fills the annular groove 11 under the action of centrifugal force;
[0022] c. A spacer 2 is provided at the joint surface of the two half-tiles that are fastened together, and the spacer 2 extends toward the axis of the tile blank to form a leng...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More