
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Pier thickness stamping process of separated pull ring and pier thickness stamping die
A technology for separating pull rings and stamping dies, applied in forming tools, manufacturing tools, metal processing equipment, etc., can solve the problems of reduced wall thickness at the window of the separation pull ring, failure to meet the use strength requirements, and unusable clutch assembly, etc. Achieve the effects of increasing strength, strong practicability, and reducing deviations in shape and size
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The present invention will be further elaborated below through specific examples. It should be noted that the following descriptions are only for explaining the present invention, and do not limit its content.
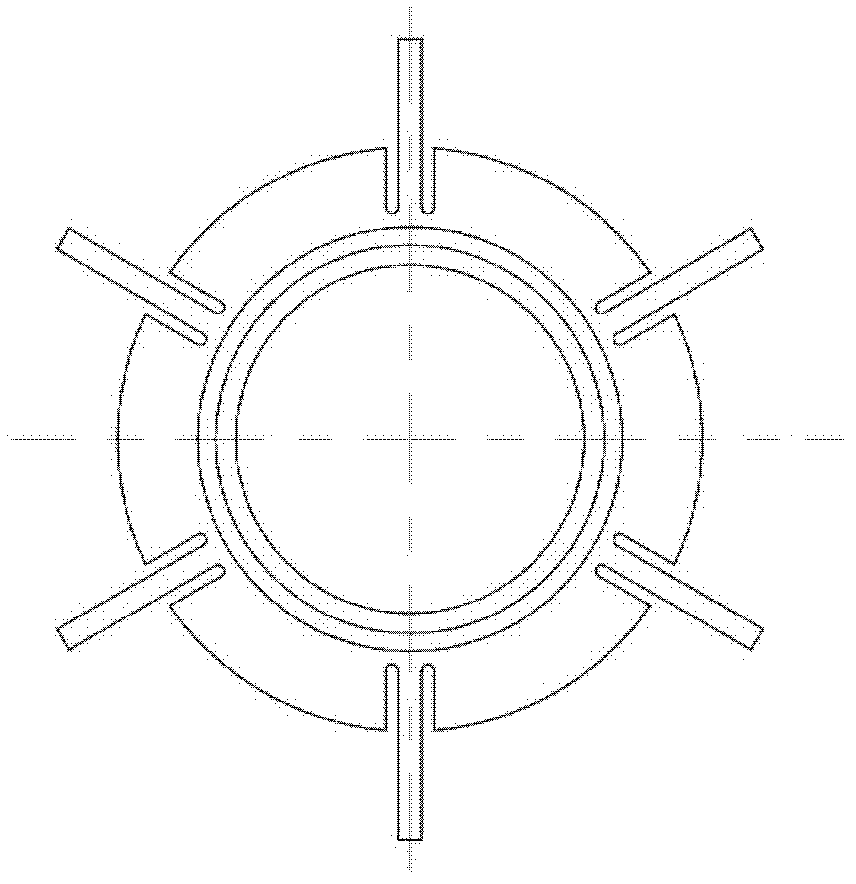
[0025] A pier thickness stamping process for separating the pull ring, such as figure 2 As shown, the wall thickness of the separated pull ring product is 4.5mm, and the inner hole size is 89mm. This process needs to be carried out after stretching and forming. The process is: after stamping and stretching the separation ring of the diaphragm clutch, it is subjected to a pier thickness trimming stamping process. The stamping process for trimming the pier thickness is:
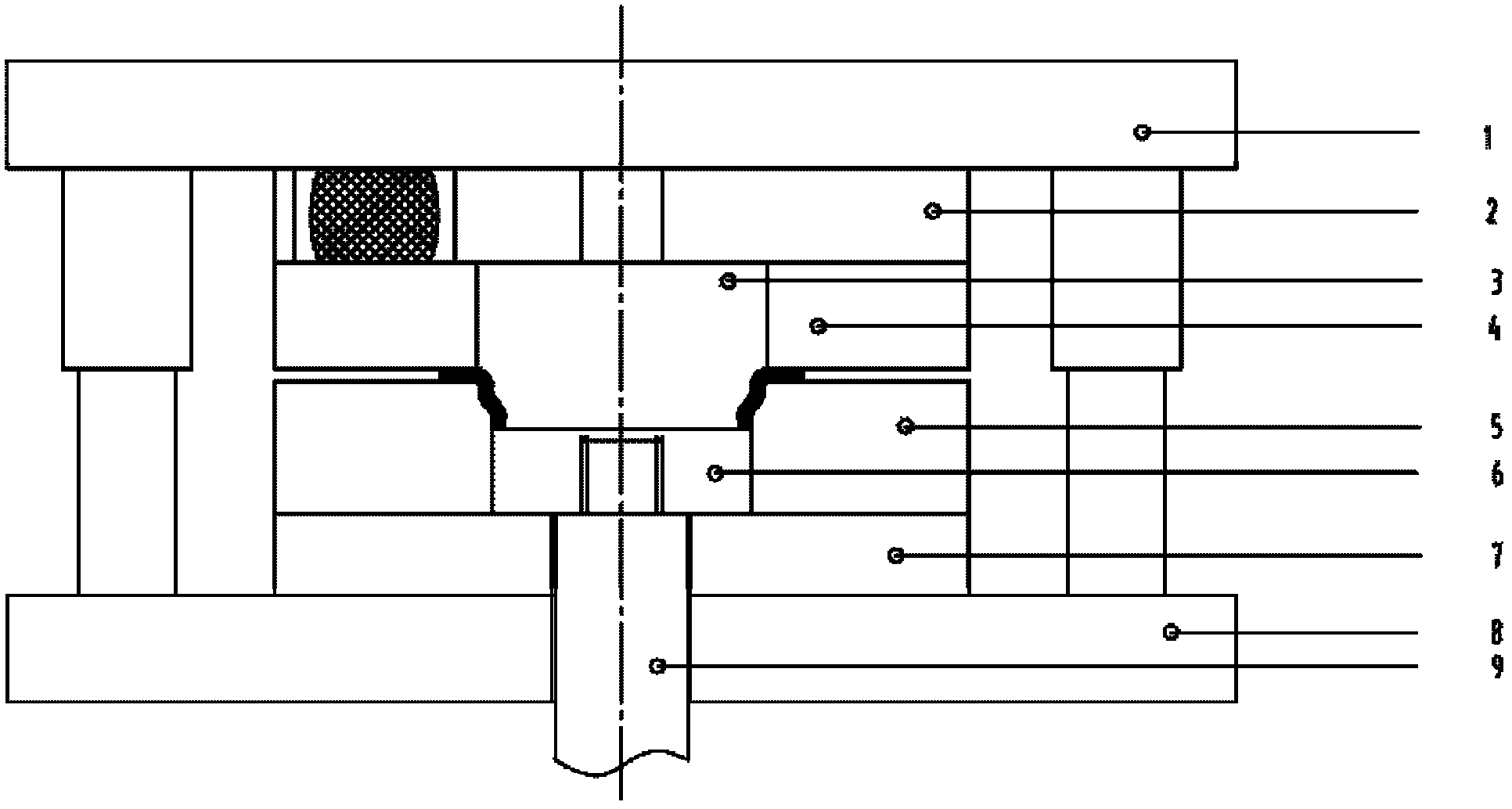
[0026] (1) Select the designed pier thickness trimming stamping die (such as figure 1 As shown): the mold includes an upper mold base, a lower mold base and a lower ejector rod. The ejector rod passes through the lower top seat and the lower backing plate to connect with the lower top plate; ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Wall thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com