

Energy consumption prediction method for use in service process of numerically-controlled machine tool
A technology of energy consumption and prediction method, applied in the direction of program control, computer control, general control system, etc., can solve the problems of many influencing factors, prediction of energy consumption of CNC machine tools, and failure to consider the power loss of additional load of machine tools, etc. The application prospect and the effect of the method are simple and easy to implement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
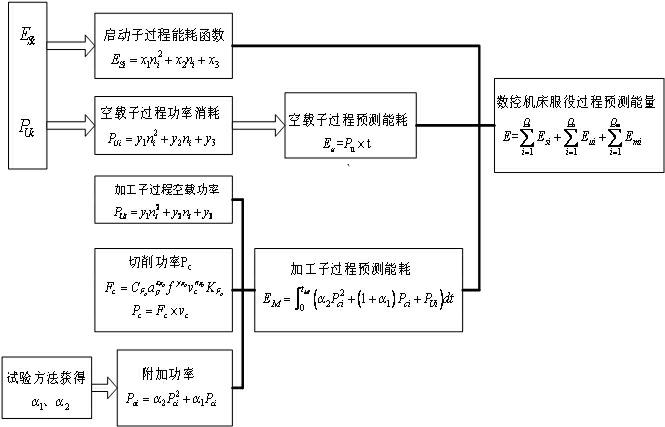
[0081] On the CNC lathe of C2-6136HK / 1, the method of the present invention is used to predict the energy consumption during its service process, and the process is as follows:
[0082] 1) Obtain the basic data of the CNC lathe of C2-6136HK / 1:
[0083] According to the energy consumption prediction method proposed by the present invention, to predict the energy consumption of any service process of the C2-6136HK / 1 CNC lathe with two speeds (Table 1), it is necessary to prepare in advance the start-up process energy consumption function library, empty load process power function library, and solve basic parameters , .
[0084] Table 1 C2-6136HK / 1 CNC lathe parameters
[0085]
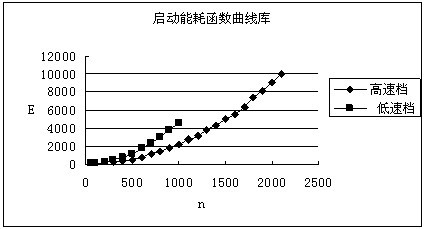
[0086] According to the method described in step 3 of the implementation method, select the speed points at all levels, and measure the starting energy consumption such as image 3 Shown, and fit the low-speed gear start energy consumption function and high-speed start energy consumption funct...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More