Manufacturing method of blade type product die forging clot
A manufacturing method and a blank blank technology are applied to the manufacturing method of die-forged blank blanks for blade products and the field of special molds, which can solve the problems of uneven metal distribution, enlarged dressings, complicated processes, etc., so as to save energy and raw materials, The effect of raw material specification reduction and process safety
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
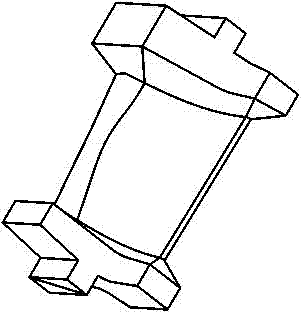
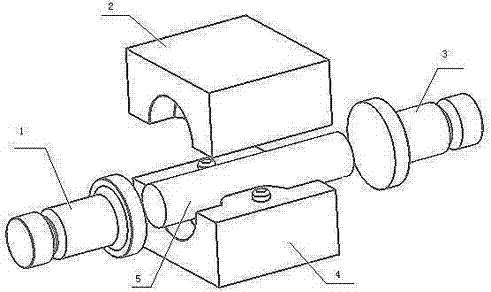
[0052] Such as Figure 3-6 As shown, in order to improve the shortcomings of the blank blank 6 of the blade in the past, the present invention makes corresponding improvements to the manufacturing scheme of the blank blank 6. The present invention adopts the upsetting technology to manufacture the blank blank 6 of blade products. Specifically, the heated cylindrical bar 5 is arranged in the billet mold, and the diameter of the blank 6 is smaller than or equal to the diameter of the bar 5 .
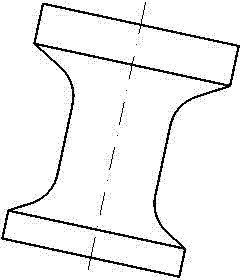
[0053] Such as figure 2 As shown, the die forging blank 6 of the blade product is dumbbell-shaped, and is formed by connecting the big discs at the left and right ends and the middle rod, and the big disc and the middle rod are connected smoothly through the transition arc surface.
[0054] Such as Figure 6 As shown, according to the principle of upsetting forging, a special billet mold is designed. The billet mold is a horizontal two-opening mold structure, which is divided into an up...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com