

High impact polystyrene resin material with excellent glossiness and preparation method thereof
A technology of polystyrene resin and general-purpose polystyrene, which is applied in the field of high-impact polystyrene resin materials and its preparation, can solve the problems of HIPS poor gloss, relatively expensive price, and affect material performance, and achieve performance impact Good, good appearance gloss, good compatibility
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0033] (1) Mix 90 parts of HIPS HP8250, 10 parts of GPPS PG-22, 0.3 part of light and heat stabilizer (antioxidant 1076:antioxidant 168=1:2, mass ratio) and 0.1 part of EBS by high-speed stirring;
[0034] (2) Send the above mixture into the extruder, fully melt and compound under the conveying and shearing action of the screw, and then extrude through the machine head, draw, cool, pelletize, and finally pack.
[0035] The screw temperature of each section of the twin-screw extruder is controlled between 220-230°C, and the screw speed is 400 rpm.
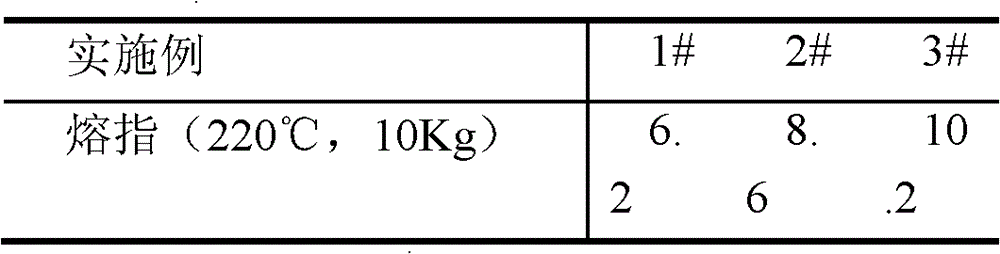
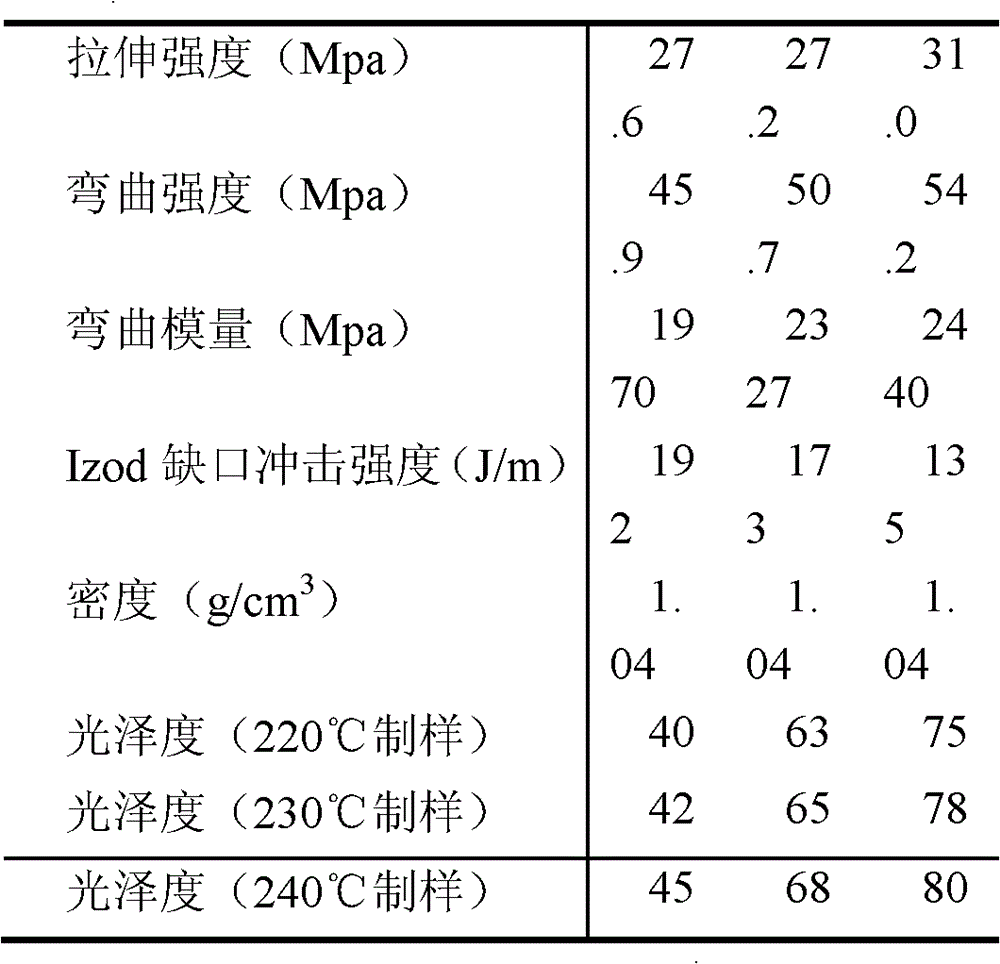
[0036] The prepared compound was injection-molded into a standard sample bar for testing according to the standard size, and the performance test results are shown in Table 2.
[0037] The prepared compound was punched into a prototype through a mold (the temperature of the mold was between 70°C and 80°C, and the temperature of each zone of the injection molding machine was between 220°C and 240°C), and its specular gloss was tested...
Embodiment 2
[0039] (1) Mix 70 parts of HIPS HP8250, 30 parts of GPPS PG-22, 0.3 part of light and heat stabilizer (antioxidant 1076:antioxidant 168=1:2, mass ratio) and 0.5 part of EBS by high-speed stirring;
[0040] (2) Send the above mixture into the extruder, fully melt and compound under the conveying and shearing action of the screw, and then extrude through the machine head, draw, cool, pelletize, and finally pack.
[0041] The screw temperature of each section of the twin-screw extruder is controlled between 220-230°C, and the screw speed is 400 rpm.
[0042] The prepared compound was injection-molded into a standard sample bar for testing according to the standard size, and the performance test results are shown in Table 2.
[0043] The prepared compound was punched into a prototype through a mold (the temperature of the mold was between 70°C and 80°C, and the temperature of each zone of the injection molding machine was between 220°C and 240°C), and its specular gloss was tested...
Embodiment 3
[0045] (1) Mix 50 parts of HIPS HP8250, 50 parts of GPPS PG-22, 0.3 part of light and heat stabilizer (antioxidant 1076:antioxidant 168=1:2, mass ratio) and 1.0 part of EBS by high-speed stirring;
[0046] (2) Send the above mixture into the extruder, fully melt and compound under the conveying and shearing action of the screw, then extrude through the machine head, draw, cool, pelletize, and finally pack.
[0047] The screw temperature of each section of the twin-screw extruder is controlled between 220-230°C, and the screw speed is 400 rpm.
[0048] The prepared compound was injection-molded into a standard sample bar for testing according to the standard size, and the performance test results are shown in Table 2.
[0049] The prepared compound was punched into a prototype through a mold (the temperature of the mold was between 70°C and 80°C, and the temperature of each zone of the injection molding machine was between 220°C and 240°C), and its specular gloss was tested, as...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More