

Submerged-arc welding flux-cored wire
A technology of flux-cored welding wire and submerged arc welding, which is applied in the direction of welding medium, welding equipment, welding/cutting medium/material, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
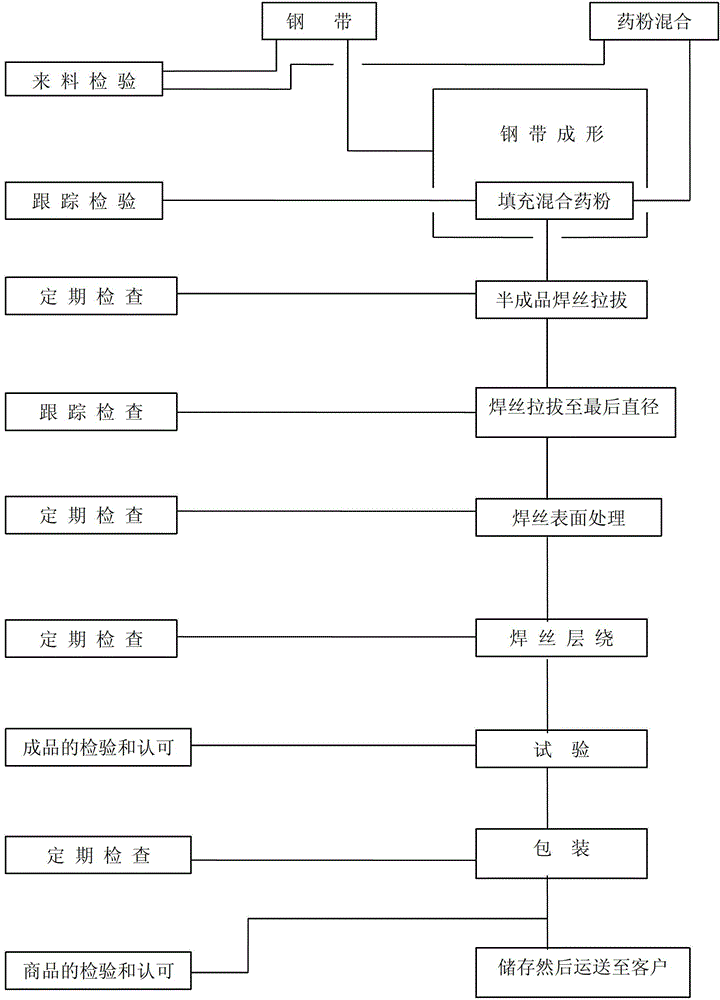
[0092] Select a steel strip with a nominal thickness of 0.60mm and a nominal width of 1000mm for flux cored wire, and use a forming machine to roll it into a U-shaped groove. Take 1000 grams of submerged arc welding flux-cored wire as an example: take 200 grams of rutile, 110 grams of silicon-manganese alloy, 200 grams of iron powder, 100 grams of nickel powder, 200 grams of metal chromium, 80 grams of aluminum-magnesium alloy, and 110 grams of micro-carbon ferrochrome . Put all the raw materials into the mixer and mix for 45 minutes, then add them to the U-shaped channel steel belt, the filling rate is 35%; close the U-shaped channel so that the drug core powder is wrapped in it, and then draw and reduce the diameter through the wire drawing machine , finally making the diameter of the wire reach 3.2mm.
[0093] 1. Test method:
[0094] (1) Chemical composition test
[0095] After welding the welding wire to the surfacing welding test plate, take the welding consumables in...
Embodiment 2
[0104] Select a steel strip with a nominal thickness of 0.50mm and a nominal width of 900mm for flux-cored wire cold-rolled steel strip, and use a forming machine to roll it into a U-shaped groove. Take 1000 grams of submerged arc welding flux-cored wire as an example: take 150 grams of rutile, 50 grams of silicon-manganese alloy, 350 grams of iron powder, 100 grams of nickel powder, 150 grams of metal chromium, 120 grams of aluminum-magnesium alloy, and 80 grams of micro-carbon ferrochrome . Put all the raw materials into the mixer and mix for 45 minutes, then add them to the U-shaped channel steel belt, the filling rate is 37%; close the U-shaped channel so that the drug core powder is wrapped in it, and then draw and reduce the diameter through the wire drawing machine , finally making the diameter of the wire reach 3.2mm.
Embodiment 3
[0106] Select a steel strip with a nominal thickness of 0.80mm and a nominal width of 1020mm for flux-cored wire cold-rolled steel strip, and use a forming machine to roll it into a U-shaped groove. Take 1000 grams of submerged arc welding flux-cored wire as an example: take 250 grams of rutile, 50 grams of silicon-manganese alloy, 150 grams of iron powder, 150 grams of nickel powder, 150 grams of metal chromium, 100 grams of aluminum-magnesium alloy, and 150 grams of micro-carbon ferrochrome . Put all the raw materials into the mixer and mix for 45 minutes, then add them to the U-shaped channel steel belt, the filling rate is 37%; close the U-shaped channel so that the drug core powder is wrapped in it, and then draw and reduce the diameter through the wire drawing machine , finally making the diameter of the wire reach 3.2mm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More