Strong force rotary pressing molding method of nanocrystalline/superfine crystal carbon steel cylindrical piece
A technology of powerful spinning and cylindrical parts, which is applied in the field of strong spinning of nano/ultrafine-grained materials and nano-crystalline/ultra-fine-grained carbon steel cylindrical parts.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
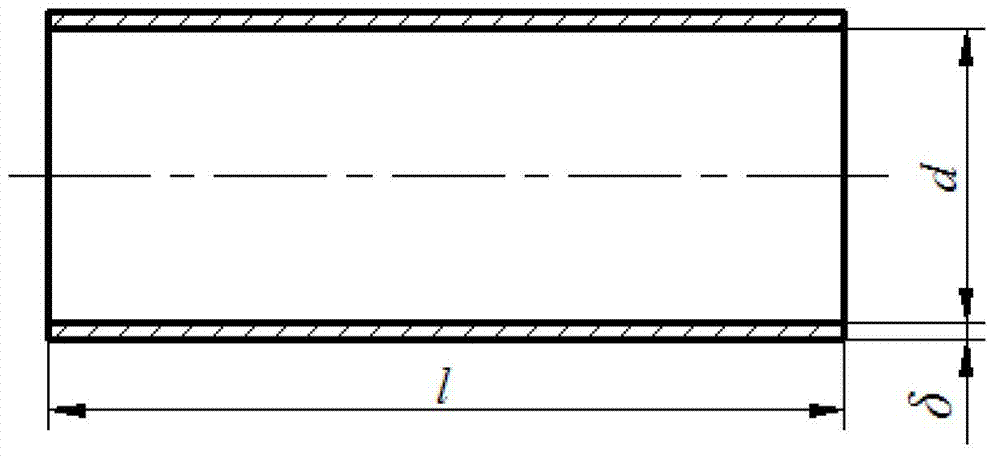
[0042] A low-carbon steel metal thin-walled cylindrical part, the material is 10 steel (0.1% carbon content), the shape is as figure 1 As shown, the diameter of the inner cavity of the cylindrical piece is d=68mm, the wall thickness δ=0.6mm, and the length l=1000mm. In addition to shape requirements, it is also necessary to obtain an ultrafine-grained microstructure with a grain size of less than 1 μm.
[0043] 1. Since the specifications can be purchased in the market as The seamless steel pipe, the diameter of the inner cavity of the cylindrical part is d=68mm, and the wall thickness is Δ=4mm. If the seamless steel pipe of this specification is used to form the part, the wall thickness should be reduced from 4mm to 0.6mm, and the thinning rate is 85%. Therefore, the part is intended to pass through the seamless steel pipe blank (such as Figure 4 shown) processed by multi-pass spinning forming and recrystallization treatment (such as Figure 8 shown). The raw material ...
Embodiment 2
[0051] A low-carbon steel metal thin-walled cylindrical part, the material is 10 steel (0.1% carbon content), the shape is as figure 1 As shown, the diameter of the inner cavity of the cylindrical piece is d=69mm, the wall thickness δ=0.6mm, and the length l=1000mm. In addition to shape requirements, it is also necessary to obtain an ultrafine-grained microstructure with a grain size of less than 1 μm.
[0052] 1. The inner diameter of this part is d=69mm. There is no similar seamless steel pipe on the market. Figure 5 shown) as a spinning blank, and then processed by multi-pass spinning forming and recrystallization treatment (such as Figure 8 shown). The tube raw material is in an annealed state, its grain shape is equiaxed, and its grain size is 30-50 μm, such as Figure 9 shown.
[0053] The wall thickness of the cup-shaped blank is determined to be Δ=4mm according to the requirement of a total thinning rate of 85%. Therefore, a steel plate with a thickness of the cu...
Embodiment 3
[0059] A low-carbon steel metal thin-walled cylindrical part, the material is 25 steel (0.25% carbon content), the shape is as figure 1 As shown, the diameter of the inner cavity of the wall cylindrical part is d=140mm, the wall thickness δ=0.5mm, and the length l=500mm. In addition to shape requirements, it is also necessary to obtain an ultrafine-grained microstructure with a grain size of less than 1 μm.
[0060] 1. Since the specifications can be purchased in the market as seamless steel pipe, the inner diameter of the seamless steel pipe is d=140mm, and the wall thickness of the seamless steel pipe is Δ=5mm. If the seamless steel pipe of this specification is used to form the part, the wall thickness should be reduced from 5mm to 0.5mm, and the thinning rate is 90%. Therefore, the part is intended to pass through the seamless steel pipe blank (such as Figure 4 shown) processed by multi-pass spinning forming and recrystallization treatment (such as Figure 8 shown). ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Lumen diameter | aaaaa | aaaaa |
| Wall thickness | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More