

Method for saturated shot blasting of stainless steel spring
A technology of stainless steel and shot peening, which is applied to heat treatment equipment, furnaces, heat treatment furnaces, etc. It can solve the problems of unclear shot peening time of stainless steel springs and unstable outer diameter expansion, so as to reduce sorting hours, improve production efficiency, The effect of improving stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1~15
[0015] Embodiment 1~15: a kind of saturated shot peening method of stainless steel spring, comprises the steps:
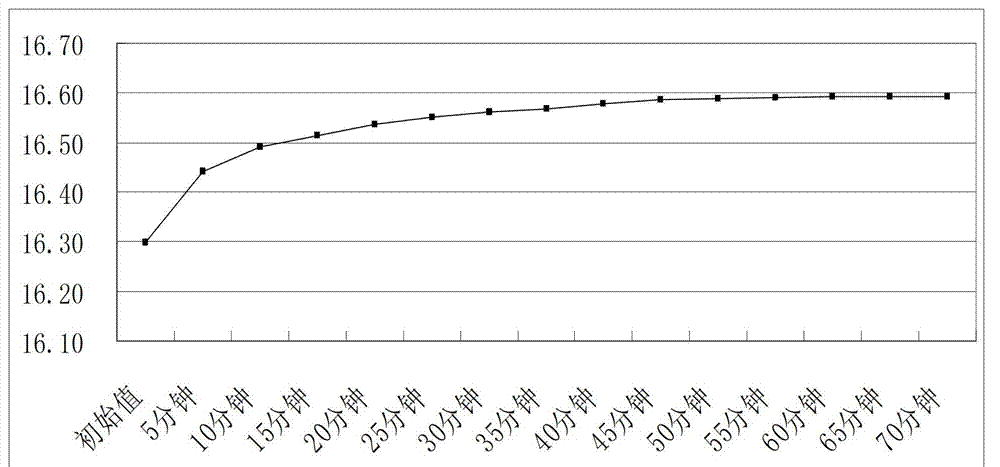
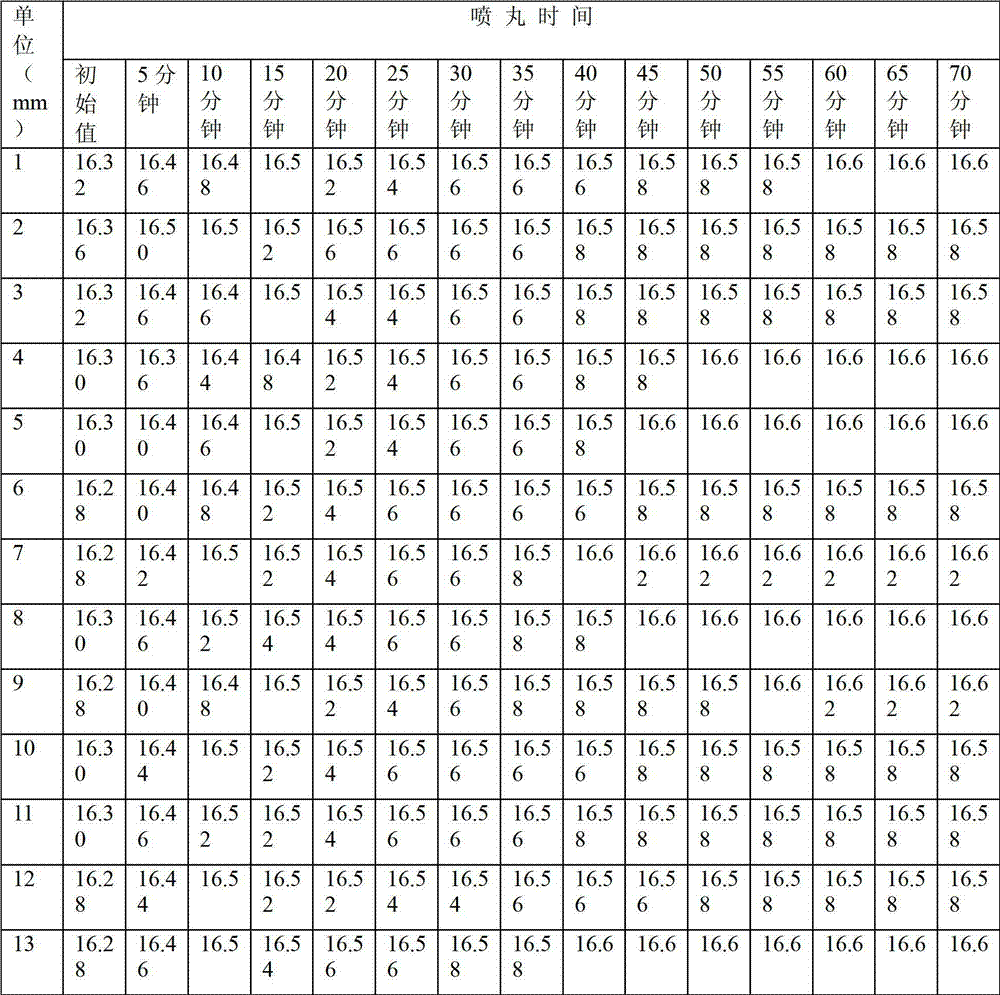
[0016] (1) Add 25kg of steel shot with an outer diameter of 0.4mm into the shot blasting machine, and shot blast the stainless steel spring with a specification of 1.7×16.5×26.5mm;
[0017] (2) Use a vernier caliper to measure the outer diameter of the stainless steel spring every 5 minutes (the specific outer diameter measurement values of Examples 1 to 15 within 70 minutes are shown in Table 1), when the outer diameter change value measured twice is within When it is within the range of 0~0.02mm, the stainless steel spring reaches saturated shot peening, and the shot peening process is completed; after 30 minutes of shot peening, the surface coverage of the stainless steel spring is > 90% by visual inspection with a 10 times magnifying glass, and the coverage rate increases, and the spring life The outer diameter of the stainless steel spring tends to be satura...
Embodiment 16~30
[0023] Embodiment 16~30: a kind of saturated shot peening method of stainless steel spring, comprises the steps:
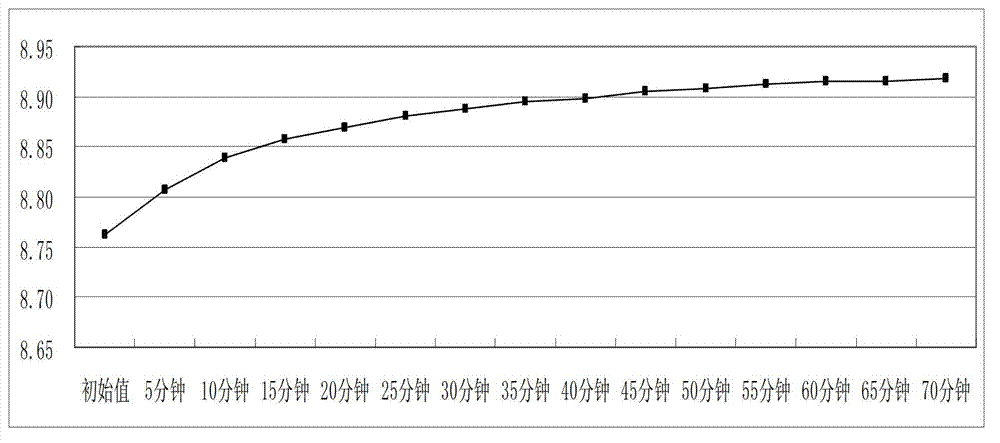
[0024] (1) Add 30kg of steel shot with an outer diameter of 0.4mm into the shot blasting machine, and blast the stainless steel spring with a specification of 1.4×11.5×16.72mm;
[0025] (2) Use a vernier caliper to measure the outer diameter of the stainless steel spring every 5 minutes (the specific outer diameter measurement values of Examples 16-30 within 70 minutes are shown in Table 2), when the outer diameter change value measured twice is within When it is within the range of 0~0.02mm, the stainless steel spring reaches saturated shot peening, and the shot peening process is completed; after 30 minutes of shot peening, the surface coverage of the stainless steel spring is > 90% by visual inspection with a 10 times magnifying glass, and the coverage rate increases, and the spring life The outer diameter of the stainless steel spring tends to be saturated, ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More