

Method for controlling head and tail shapes of hot-rolled strip steel
A technology for shape control and hot-rolled strip, applied in the field of steel rolling, can solve the problems of untimely metal flow, deterioration of strip shape, strip breakage, etc. The effect of deterioration of shape and reduction of production cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
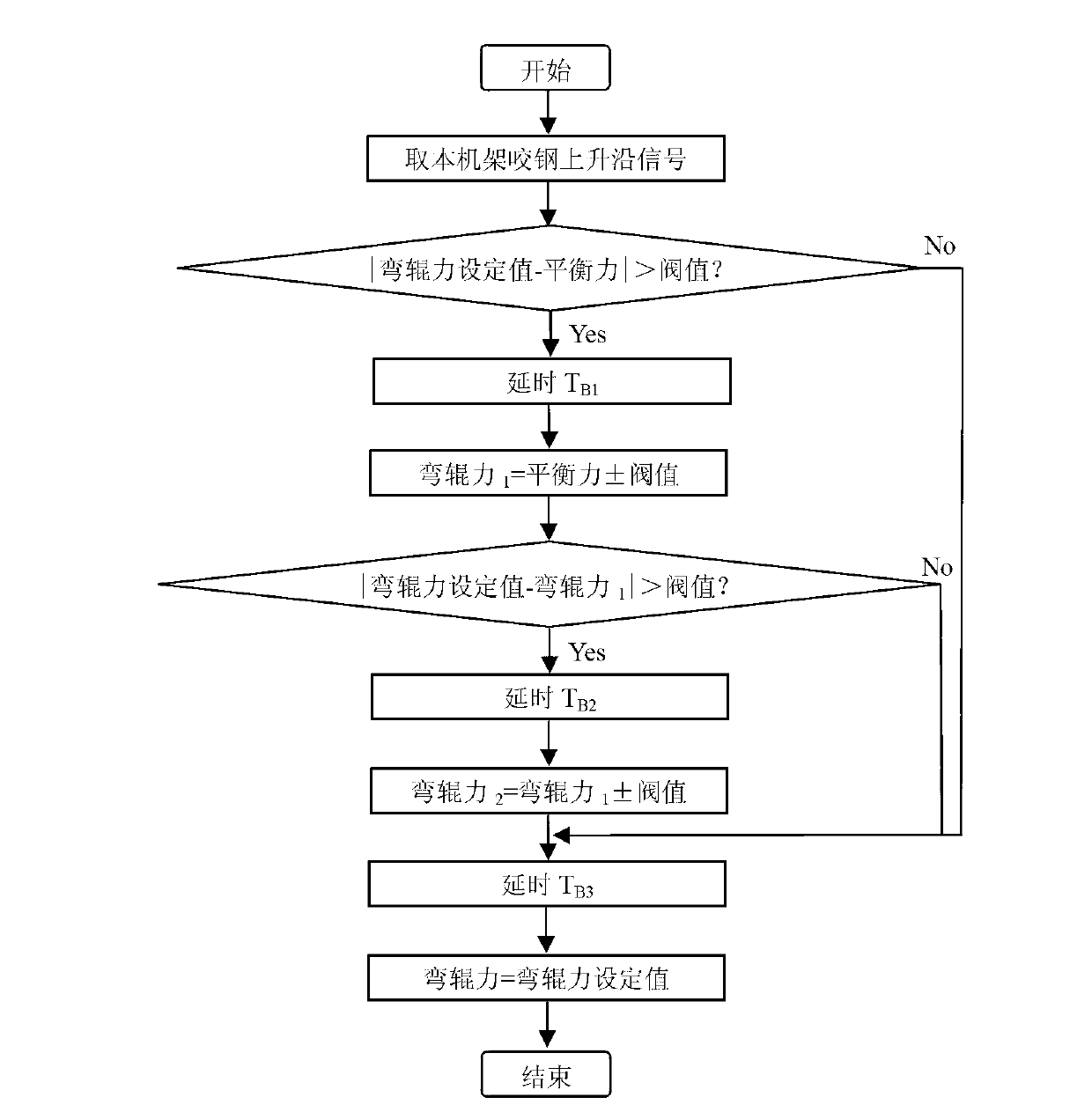
[0024] Take F 7 The balance force is 650KN, the bending force before biting the steel is equal to the balance force, the setting value of the bending force is 1200KN, and the threshold value is 250KN. Depend on figure 1 SHAPE\*MERGEFORMAT The strip head shape control flow chart shows that for the strip head shape control, the specific steps of balancing and bending roll switching are as follows:
[0025] Will F 7 Bite steel rising edge signal is introduced into F 7 The hydraulic roll bending control interface circuit of the frame is used as the control signal, when F 7 Frame hydraulic roll bending control signal received F 7 After the frame bites the steel rising edge signal, first calculate and compare whether the condition of |bending force setting value-balance force|>threshold value is met, that is, |bending force setting value 1200KN-balance force 650KN|>threshold value 250KN , the condition is established, delay 50ms, adjust the balance force to the bending force 1...
Embodiment 2
[0027] Take F 7 The balance force of the frame is 650KN, the setting value of the bending force is 800KN, and the threshold value is 250KN. For strip head shape control, the specific steps of balance and roll bending switching are as follows:
[0028] Will F 7 Bite steel rising edge signal is introduced into F 7 The hydraulic roll bending control interface circuit of the frame is used as the control signal, when F 7 Frame hydraulic roll bending control signal received F 7 After the frame bites the steel rising edge signal, first calculate and compare whether it meets the condition of |bending force setting value-balance force|>threshold value, that is, |bending force setting value 800KN-balance force 650KN|threshold is not satisfied, after a delay of 26ms, adjust the balance force 650KN to the set value of bending force 800KN.
Embodiment 3
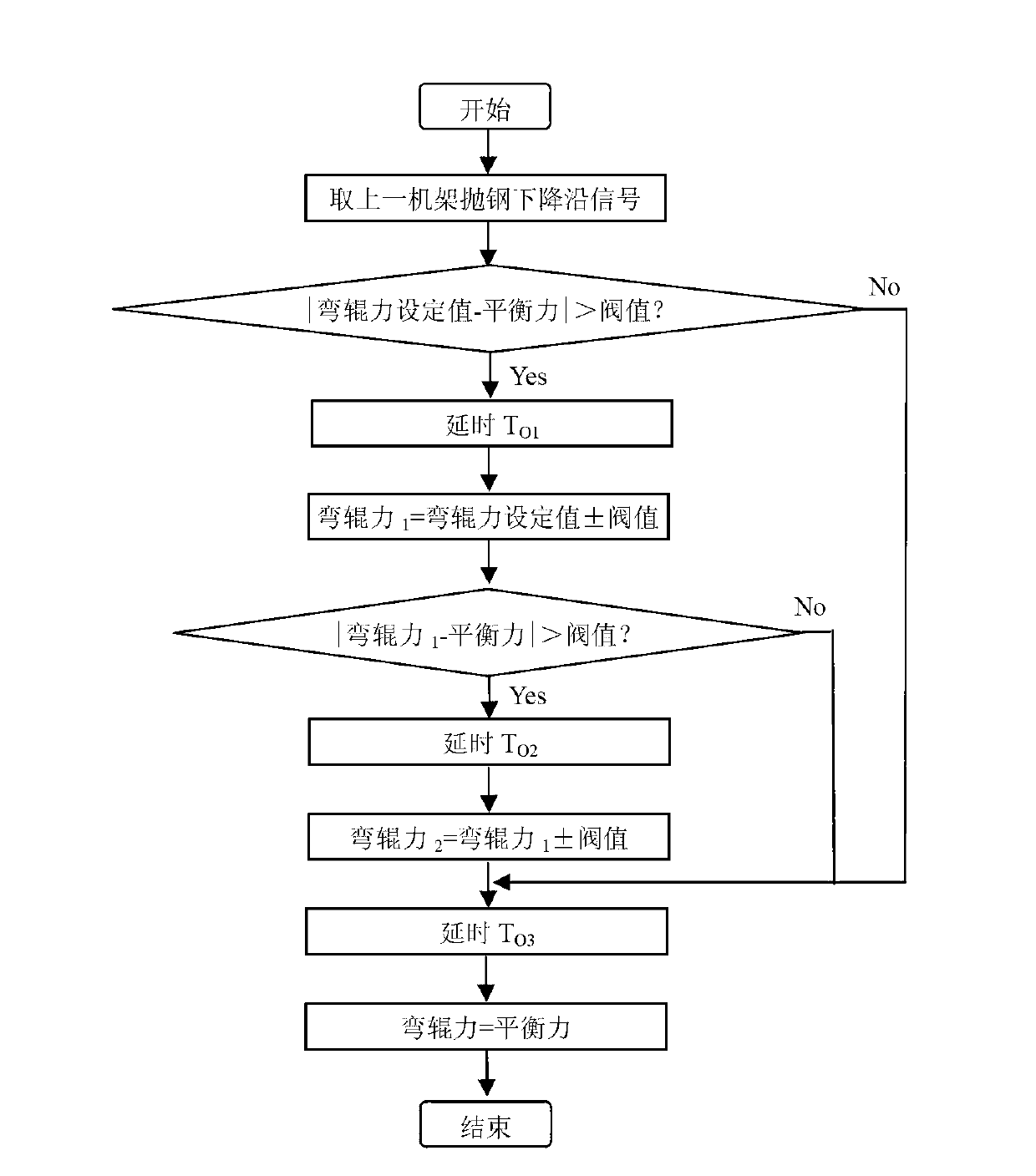
[0030] Take F 7 The balance force of the rack is 650KN, the setting value of the bending force is 1000KN, and the threshold value is 250KN. Depend on figure 2 SHAPE\*MERGEFORMAT The strip tail shape control flow chart shows that for the strip steel tail shape control, the specific steps of balancing and bending roll switching are as follows:
[0031] When F 7 Frame hydraulic roll bending control signal received F 6 After the frame throws the steel falling edge signal, calculate and compare whether the condition of |bending force setting value-balance force|>threshold value is met, that is, |bending force setting value 1000KN-balance force 650KN|>threshold value 250KN, When the condition is established, the delay is 45ms, and the set value of the bending force is adjusted to the bending force 1 , roll bending force 1 It is equal to the set value of bending force ± threshold value. Since the set value of bending force is greater than the balance force, it is taken as a neg...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More