

Control system and control method of welding equipment
A technology of welding equipment and control system, which is applied in the field of welding equipment control system, can solve the problems such as the signal is easily interfered and affects the welding quality, and achieves the effect of stable welding, guaranteed welding, and enhanced anti-interference ability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 example
[0033] Refer below Figure 2 to Figure 7 A first embodiment of the present invention is described.
[0034] [Hardware configuration]
[0035] First, the hardware configuration of the first embodiment of the present invention will be described.
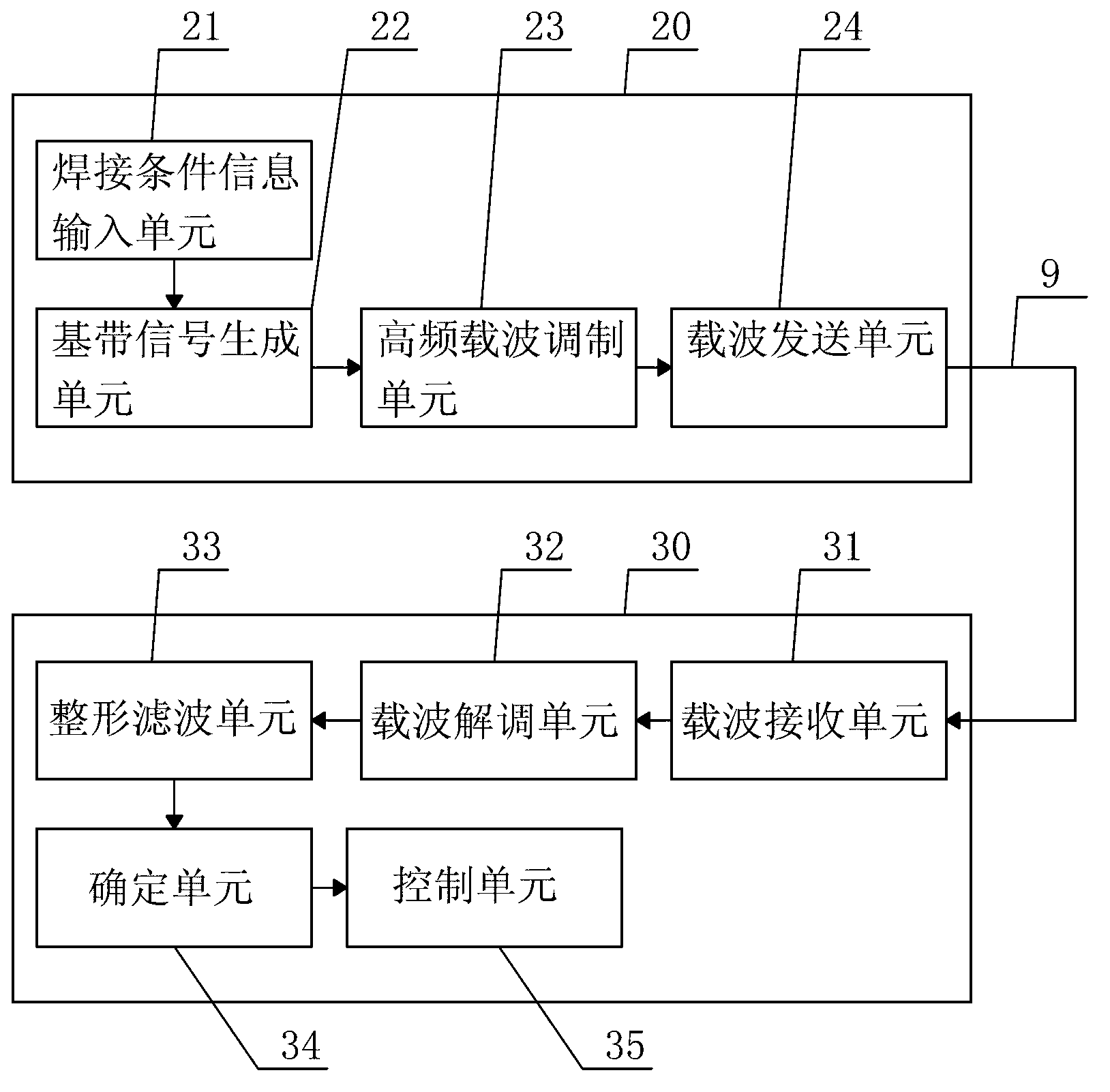
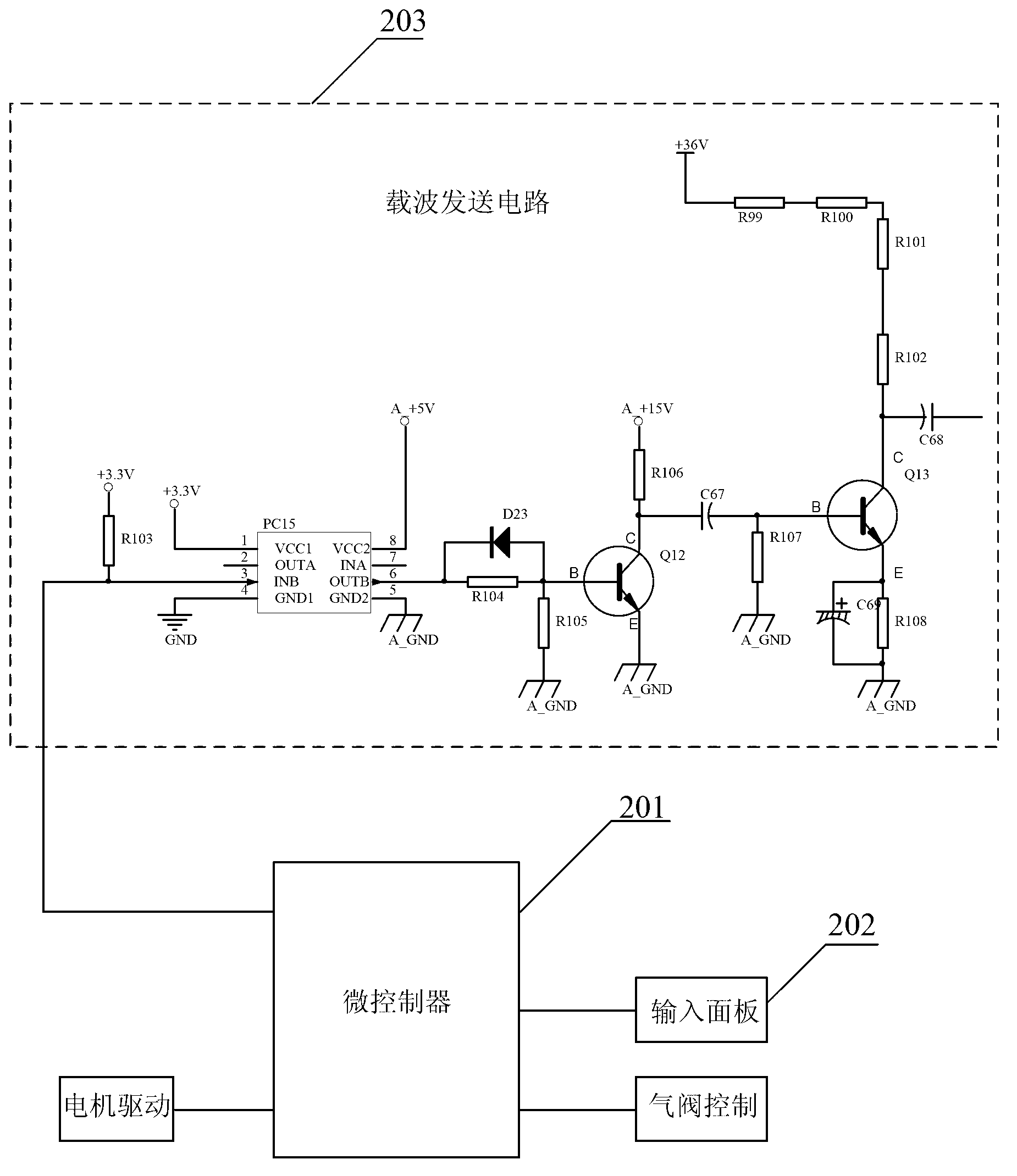
[0036] figure 2 It is a schematic diagram of the hardware structure of the control device 20 (hereinafter referred to as "first control device") of the wire feeding device according to the first embodiment of the present invention. As shown in the figure, the first control device 20 includes a microcontroller 201 (corresponding to the baseband signal generation unit 22 and a high-frequency carrier modulation unit 23), an input panel 202 (corresponding to the welding information input unit 21), and a carrier transmission circuit 203 ( Corresponding to the carrier sending unit 24). The microcontroller 201 is electrically connected to the input panel 202 (corresponding to the welding condition information input unit 21) and the carri...
no. 2 example
[0072] Refer below Figure 8 and Figure 9 A second embodiment of the present invention is described.
[0073] The second embodiment is basically the same as the first embodiment in terms of hardware configuration and working process, so the description thereof will not be repeated. Only the differences are described below. The difference between the second embodiment and the first embodiment is that the first control device still sends the welding condition information to the second control device when the welding device is in standby, except that the welding device is working. The welding equipment standby here means that the welding torch switch is not turned on. Figure 8 and Figure 5 Parts of the process are the same, so the same steps are given the same notation.
[0074] [Workflow when welding equipment is on standby]
[0075] Figure 8 It shows the working flow of the control system of the present invention in the standby state of the welding equipment. like ...
no. 3 example
[0083] Refer below Figure 10 A third embodiment of the present invention is described.
[0084] The third embodiment of the present invention has basically the same hardware configuration and work flow as the first embodiment, except that in the third embodiment, in the high-frequency carrier modulation step, the baseband signal is modulated into three high-frequency carrier waves , the corresponding carrier sending step, carrier receiving step, carrier demodulating step, shaping and filtering step and determining step all process the three-way signal.
[0085] Since there is no substantial difference in technology between generating, modulating, transmitting, and receiving two high-frequency carriers and three high-frequency carriers, no detailed description is given here. The following only describes the flow of the steps of determining the outputted three-way low-frequency modulation signals after shaping and filtering.
[0086] Figure 10 It is a specific flow chart of...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More