

Valve body combined casting process for sluice valve with flange casting bolt hole
A technology of valve body and flange, which is applied in the field of combined pouring technology of directly cast bolt hole gate valve body with flange, which can solve the problems of difficulty in forming mass production benefits, difficulty in forming and positioning accurately, and inability to guarantee the accuracy of bolt holes, etc. , to achieve the effect of simplifying manufacturing technical requirements, improving product quality and production efficiency, and high accuracy of shape and size
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] In order to make the technical means, creative features, goals and effects achieved by the present invention easy to understand, the present invention will be further described below in conjunction with specific embodiments.
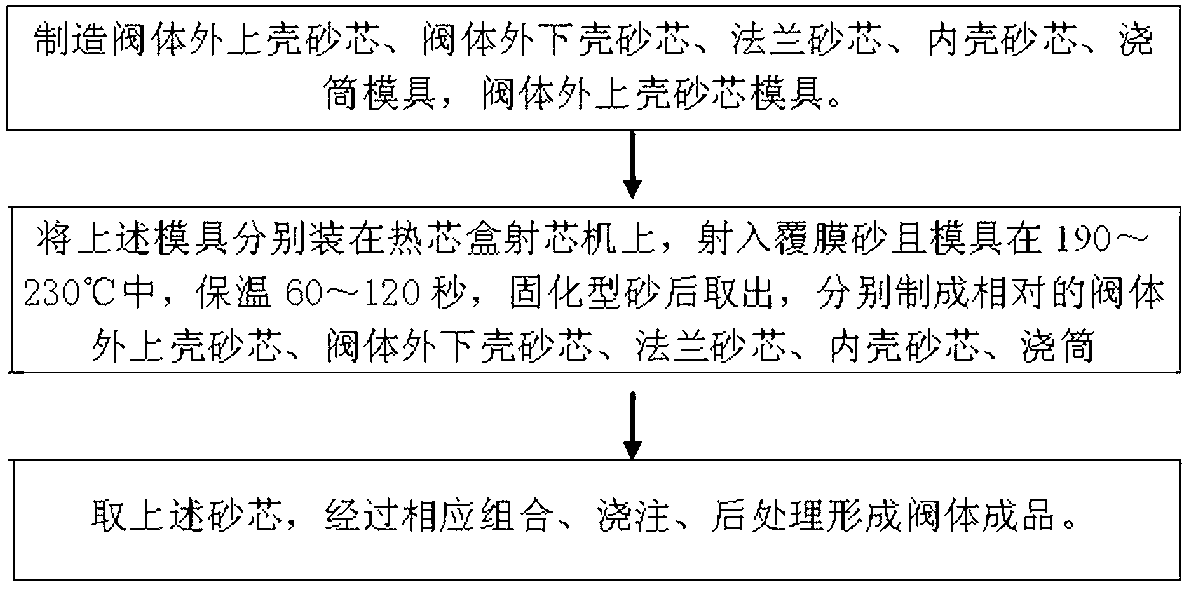
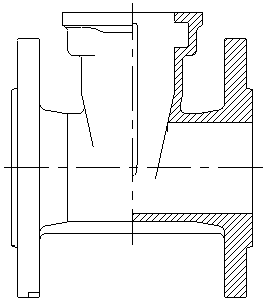
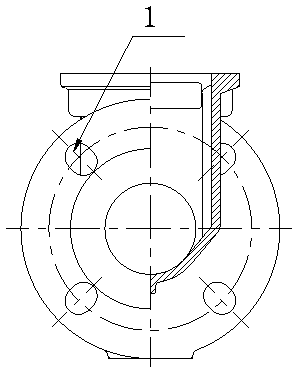
[0032] see figure 1 , the present invention provides a combined pouring process for casting bolt hole gate valve body with flanges through the combination of sand cores of different structures, which improves product quality and production efficiency, saves production costs, and simplifies the manufacturing technology of products. Requirements; the specific process is as follows:
[0033] (1) Manufacture the sand core of the upper shell of the valve body, the sand core of the lower shell of the valve body, the sand core of the flange, the sand core of the inner shell, and the casting mold, and the sand core mold of the upper shell of the valve body is used to form the sand core 2 of the upper shell of the valve body, The sand core mold for the va...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More