Processing method of motor stator end plate
A processing method and motor stator technology, applied in the manufacture of stator/rotor body, etc., can solve the problems of low material utilization rate, inability to meet high-volume rapid production, low material utilization rate, etc., to improve profitability and competition level, and meet large Mass rapid production, the effect of improving material utilization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
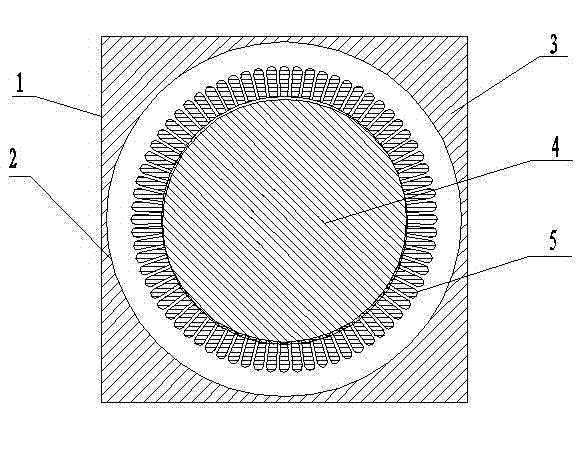
[0020] A kind of processing method of motor stator end plate of the present invention, such as figure 1 shown, including the following steps.
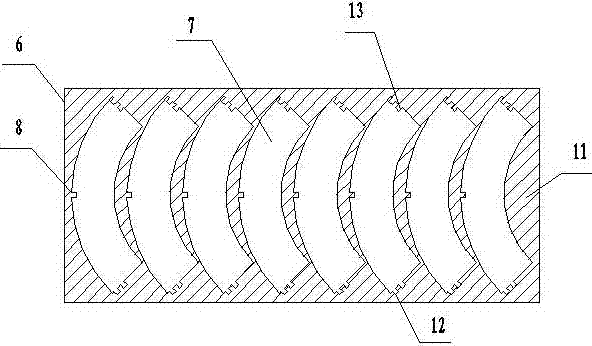
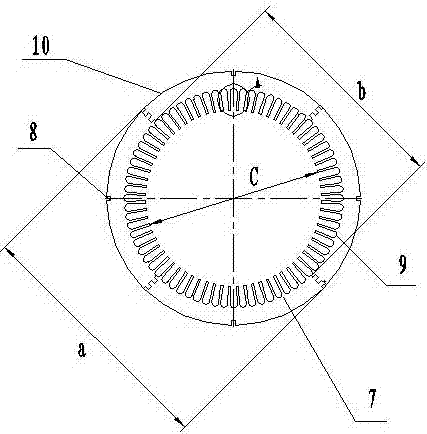
[0021] Step 1, cutting strip material 6: cut the steel plate into sections, and use a shearing machine to cut strip material 6. In this step, it is necessary to determine in advance the quantity of arc blocks 7 needed for splicing a finished motor stator end plate 10, and then calculate the length and width of the strip 6 according to the radius of the finished motor stator end plate 10 that needs to be spliced (you can also combine several After the arc blocks 7 are arranged, it can be directly measured). The preferred implementation mode of this embodiment is: a finished motor stator end plate 10 plans to use four arc blocks 7 for splicing, and a motor needs to have two left and right finished motor stator end plates 10. For supporting use, the strip material 6 needs to be opened Out of 8 arc blocks 7.
[0022] Step 2, arc d...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com