System and method for controlling guy jacquard
A technology of a control system and a control method, applied in the field of textile machinery, can solve the problems of slow running speed and cumbersome operation, and achieve the effects of improving efficiency, simple operation and avoiding failures.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0030] Specific embodiments of the present invention will be described below with reference to the accompanying drawings.
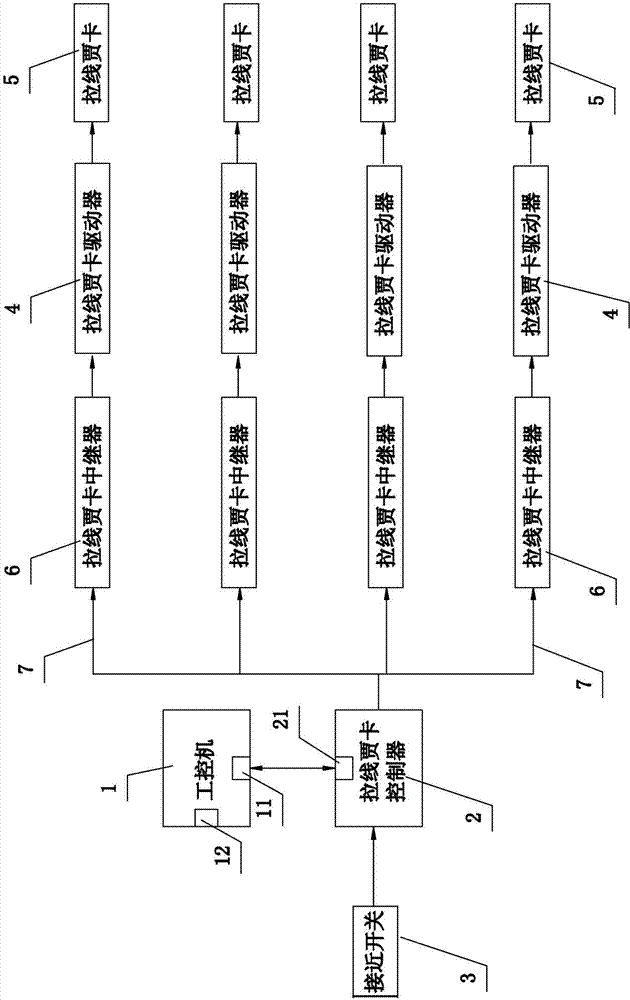
[0031] refer to figure 1 . A control system for a pull-wire jacquard, comprising an industrial computer 1 , a pull-wire jacquard controller 2 , a pull-wire jacquard repeater 6 , a proximity switch 3 , a pull-wire jacquard driver 4 and a pull-wire jacquard 5 . The industrial computer 1 is an ordinary industrial control computer with corresponding cable jacquard driver software built in, and the industrial computer 1 is provided with a data communication interface 11 capable of data communication with the cable jacquard controller 2 and A data communication interface 12 for reading Jacquard process documents, wherein the data communication interface 11 is an RS232 data communication interface, and the data communication interface 12 is a USB data communication interface. The proximity switch 3 is used to determine the position information of the main shaf...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



