

Shaft part cutting and/or grinding processing clamp and processing method thereof
A technology for grinding processing and shaft parts, which is applied in the direction of grinding workpiece supports, machine tools designed for grinding the rotating surface of workpieces, manufacturing tools, etc., which can solve the problem of large processing errors, affecting work efficiency, and inconvenient processing of eccentric inner circles Or outer circle and other problems, to achieve the effect of widening the range of shaft diameter specifications, highlighting substantive features, and good application prospects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
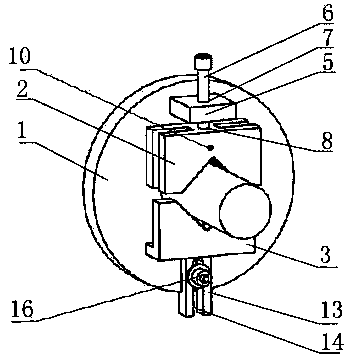
[0039] Such as Figure 6 As shown, on the universal cylindrical grinding machine, the outer circle of the processed parts is φ600-0.01 and the inner circle is φ600+0.01, and the coaxiality requirement with the reference outer circle of the part is φ80±0.01.
[0040] step:
[0041] 1. Install the chuck 1 of the fixture on the chuck of the universal cylindrical grinder, and use the dial indicator to find the center of the chuck 1;
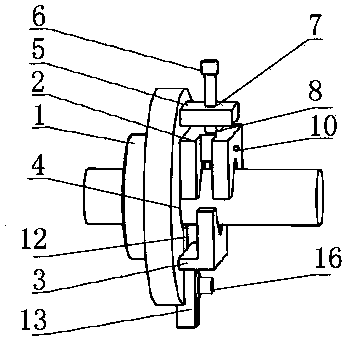
[0042] 2. Put the part reference outer circle φ80±0.01 into the part through hole 4 in the middle of the chuck 1, place it between the upper clamping block 2 and the lower clamping block 3, adjust the position of the upper clamping block 2 and the lower clamping block 3, Clamp the outer circle of the part to φ80±0.01, and use the dial gauge to find the center of the outer circle of the part to φ80±0.01;
[0043] 3. Adjust the limit device to lock the upper clamping block 2 and the lower clamping block 3;
[0044] 4. Carry out grinding processing of ...
Embodiment 2
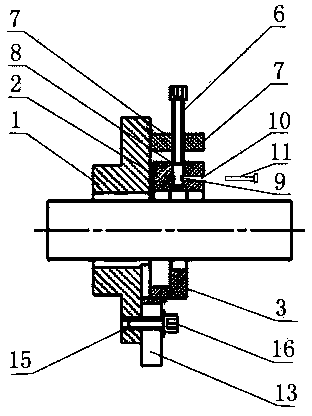
[0049] like Figure 7 As shown, on the universal cylindrical grinding machine, the outer circle of the processed part is φ600-0.01, and the eccentricity requirement of the part reference outer circle φ80±0.01 is e±0.05.
[0050] step:
[0051] 1. Install the chuck 1 of the fixture on the chuck of the universal cylindrical grinder, and use the dial indicator to find the center of the chuck 1;
[0052] 2. Put the part reference outer circle φ80±0.01 into the part through hole 4 in the middle of the chuck 1, place it between the upper clamping block 2 and the lower clamping block 3, adjust the position of the upper clamping block 2 and the lower clamping block 3, The outer circle of the clamping part is φ80±0.01, and at the same time, adjust the outer circle of the screw clamping part to φ80±0.01, and measure the runout of φ80±0.01 with a dial gauge until mmax-mmin=2 e (mmax-maximum run-out, mmin- minimum runout), tighten the bolt 16, lock the lower clamp 3, tighten the screw 1...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More