

Processing method of axial conical pin hole for small gap of multiple stages of wheel discs of steam turbine rotor
A steam turbine rotor and processing method technology, applied in metal processing equipment, manufacturing tools, boring/drilling, etc., can solve the problem of no space for drilling and placing power sources, etc., to improve processing efficiency, processing accuracy, and operation technology The effect of low requirements and simple and easy-to-manufacture tools
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0030] The specific implementation manner of the present invention will be described in further detail below in conjunction with the accompanying drawings.
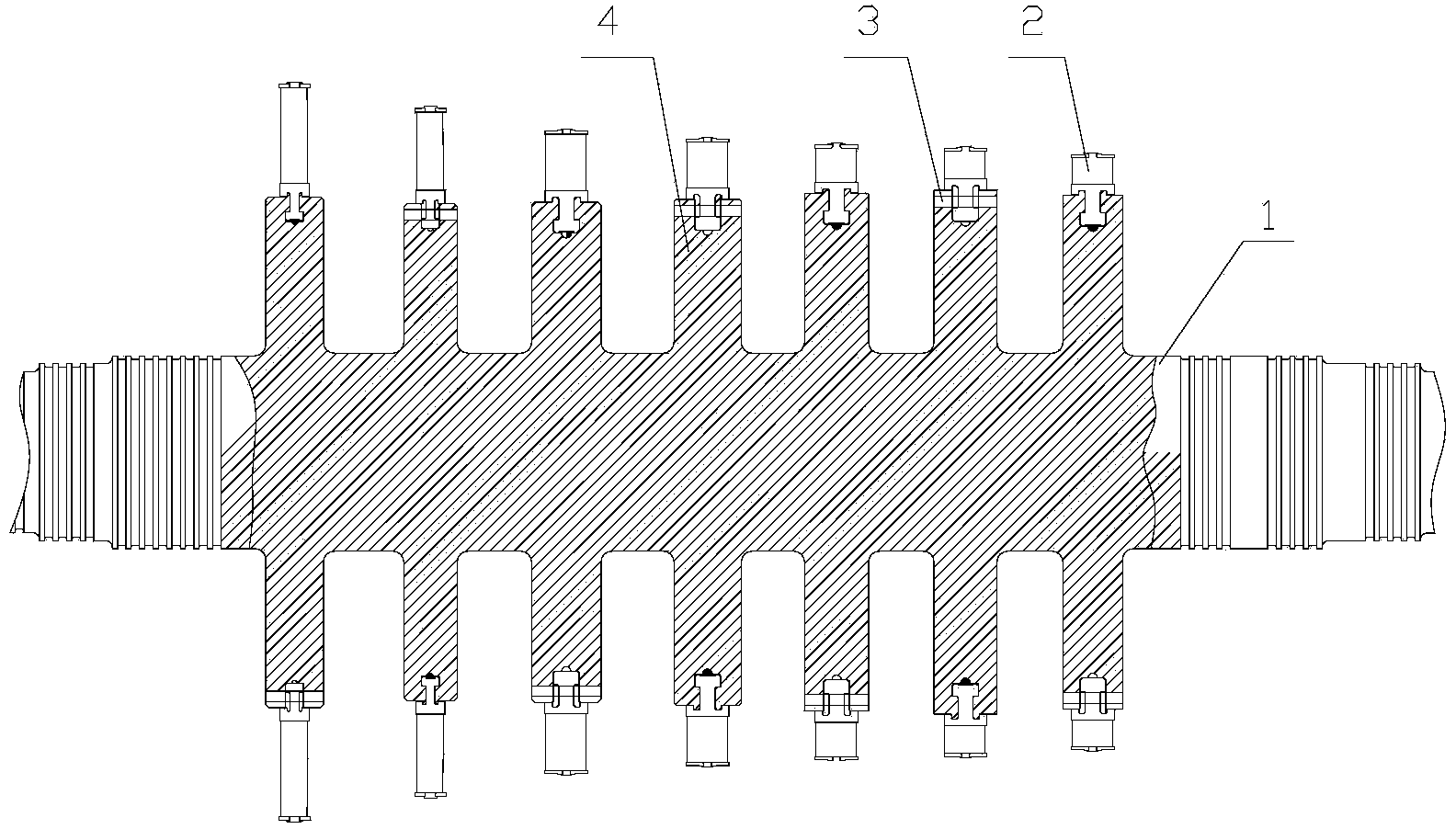
[0031] Such as figure 1 As shown, the steam turbine rotor includes a main shaft 1, blades 2, conical pins 3, and discs 4. The main shaft 1 is provided with discs 4 at different intervals, and the blades 2 are fixed on the discs 4 through the conical pins 3. Since the distance between the rotor discs of the steam turbine is greatly reduced at present, the length of the taper pin hole 5 is relatively close to the distance between two adjacent discs 4. During the machining process of the axial taper pin holes 5 on the disc 4, the present invention adopts a modified The drill bit makes it easy to be placed between the adjacent two-stage turntables 4, and adopts the method of twice drilling to realize the processing of the taper pin hole 5.
[0032] Concrete processing method of the present invention comprises the following s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More