

Multi-curvature forming method for stainless steel cylinder
A molding method and multi-curvature technology, applied in the field of manufacturing stainless steel cylinders
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0022] The concrete mode of implementing the present invention is carried out according to the following steps:
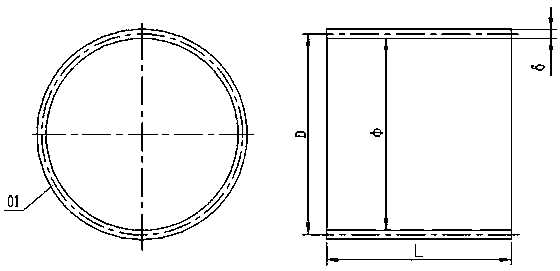
[0023] 1. Cut the material according to the unfolded length of the middle diameter of the cylinder to be rolled: determine the cylinder to be rolled 01 ( figure 1 ) parameters: inner diameter Φ, length L, wall thickness δ, middle diameter D = inner diameter Φ + wall thickness δ; cylindrical sheet 3 ( figure 2 ) with the expanded length πD of the cylinder to cut the material, without reserve length; process the welding groove 2 around the sheet metal by mechanical processing method ( figure 2 ), to ensure the quality of the groove to improve the welding quality;
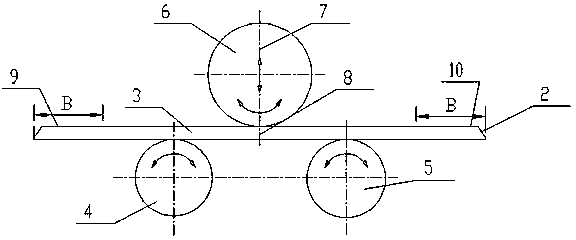
[0024] 2. The first curvature arc rolling forming: put the cylindrical sheet on the upper roller 6 of the rolling machine ( image 3 ) and lower rollers 4, 5 ( image 3 ), the big end of the welding groove 2 faces the upper roll of the bending machine ( image 3 ); Cylindrical sheet 3 ( image 3 ) o...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More