

Machining deformation control method of bushing thin-wall part
A technology of thin-walled parts and control methods, which is applied in the direction of bearing components, shafts and bearings, mechanical equipment, etc., can solve the problems of large deformation of bushing thin-walled parts and difficult deformation control, etc., to ensure dimensional accuracy and surface roughness Cooperate, eliminate the clamping stress, and avoid the effect of workpiece stress concentration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
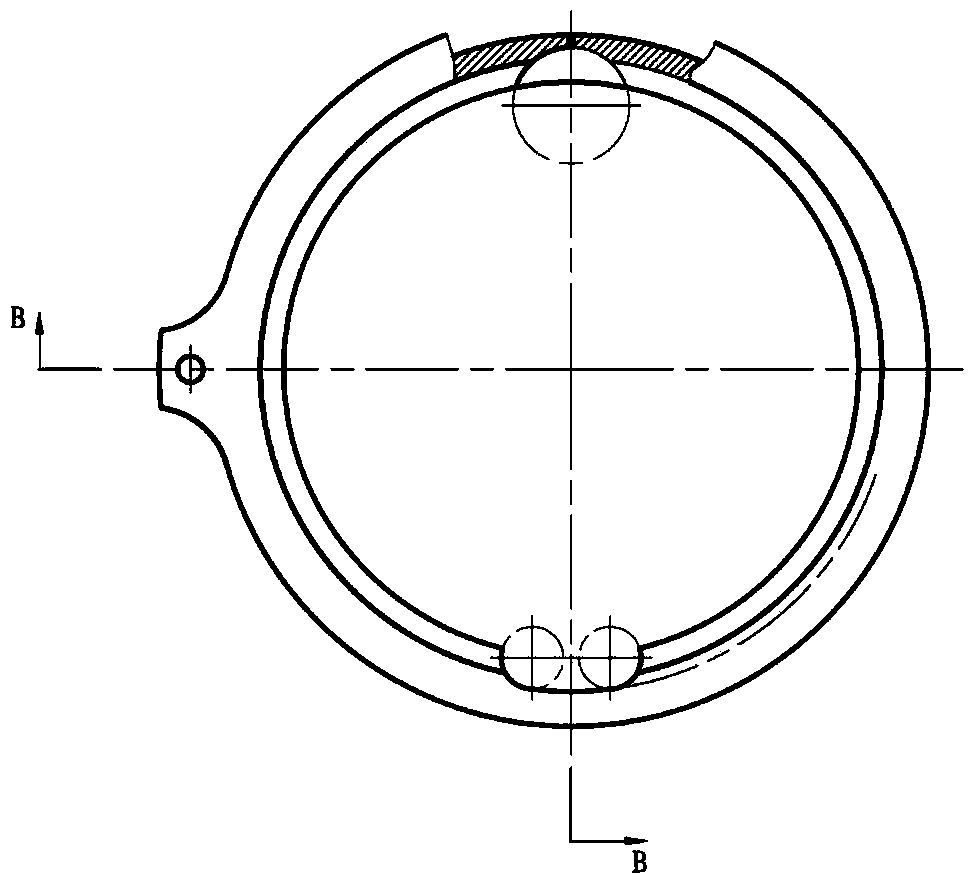
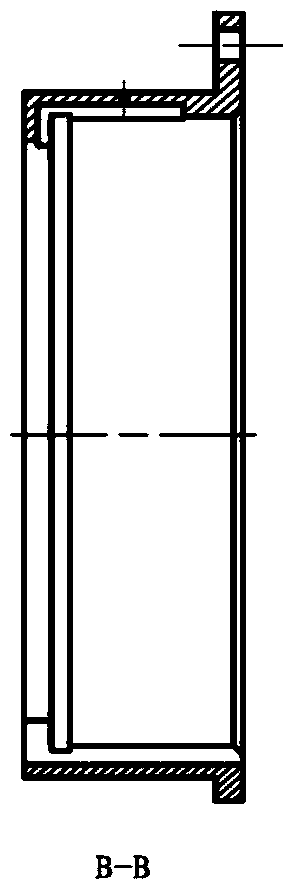
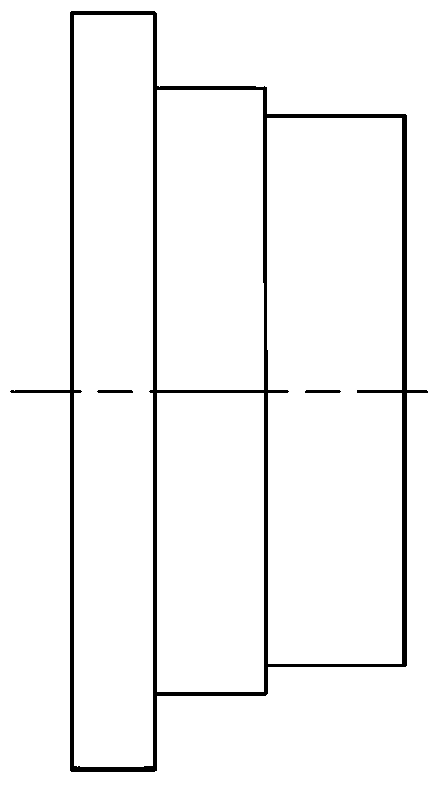
[0024] refer to Figure 1-Figure 4 . figure 1 The thin-walled bushing shown is a typical aluminum alloy thin-walled part. Its material is 2A12-T4. Below, the inner hole is hollow. Under the action of the radial cutting force of the turning tool, the workpiece generates resonance and resonance, which seriously affects the design dimensions and smoothness of the thin-walled parts of the aluminum alloy bushing. When cutting, similar to intermittent processing, the cutting impact is relatively large, resulting in severe stress deformation.
[0025] According to the present invention, at first adopt the UGNX finite element analysis model file and the NX advanced simulation module that comprise solution file
[0026] NX.NASTRAN conducts stress finite element analysis to analyze the stress-strain state trend of machining and cutting. The analysis results are arranged from the minimum value to the maximum value to find out the stress deformation position and deformation cause of th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More