

Technological method for improving performance of large-diameter carbon steel cast and rolled flange part
A process method and large-diameter technology, applied in the direction of metal rolling, etc., to achieve the effect of strong competitiveness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
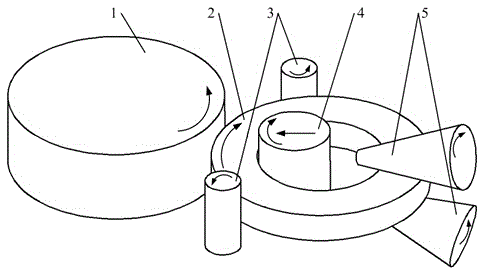
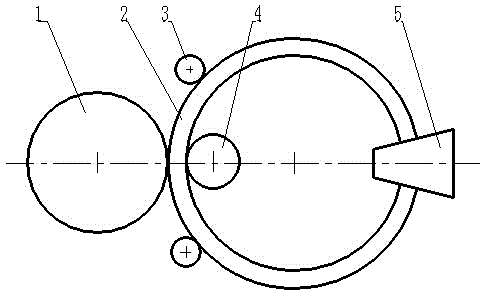
[0025] Such as figure 1 The cast ring of material Q345B shown has an outer diameter of 740mm, an inner diameter of 380mm, and a height of 185mm. It is formed by controlled rolling and controlled cold rolling through a ring diameter-axial rolling machine to reach an outer diameter of 1550mm, an inner diameter of 1306mm, and a height of 105mm. Its process steps are:
[0026] ①Heating the casting ring in the ring heating furnace: the temperature in the preheating section is 900°C, and the heating time is 90 minutes; → the temperature in the heating section is 1250°C, and the heating time is 120 minutes;
[0027] ②Remove phosphorus by spraying high-pressure water to the entire ring billet: water temperature 20°C, water pressure 15MPa, flow rate 50m 3 / h, spray distance 150mm, spray angle 20 0 , the ring billet temperature after high pressure water descaling is 1050°C;
[0028] ③Put the dephosphorized ring blank into the CNC ring rolling machine for hole expansion. The rolling ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More