

Tooth splicing machining method for machining herringbone gears
A processing method and technology of processing personnel, applied to components with teeth, belts/chains/gears, gear teeth, etc., can solve the problems of low processing efficiency, not suitable for mass production, and false shafts affecting the accuracy of gears, etc., to improve Accuracy, significant economic benefits, and easy-to-use effects
Active Publication Date: 2015-05-27
HANGZHOU ADVANCE GEARBOX GRP
View PDF5 Cites 10 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
[0005] First, the accuracy of the dummy shaft directly affects the accuracy of the gear;
[0006] The second is through the positioning of the keyway and the cylindrical surface. After the tooth is assembled, the tooth error scale can only reach an accuracy of about 0.05mm, and the product qualification rate is less than 50%;
[0007] The third is that multiple times of tool setting are required during gear grinding, and the workbench needs to be moved frequently, resulting in low processing efficiency;
[0008] Fourth, it is not suitable for mass production;
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment
[0031] Example: Taking the processing of a certain type of herringbone gear as an example, the gear parameters are: modulus M=5, number of teeth Z=73, pressure angle α=20°, helix angle β=11°30', helical direction: left-handed, right-handed 1 piece for each screw, displacement coefficient X=0.03, length of common normal line spanning 9 teeth During the processing, just pay attention that the keyway will not be processed temporarily. When the teeth are ground after heating, the common normal dimensions of the two paired gears will be ground to the same size, and the rest can be processed as ordinary helical gears. , The measurement results show that the tooth symmetry of the herringbone gear can reach within 0.03mm.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
 Login to View More
Login to View More Abstract
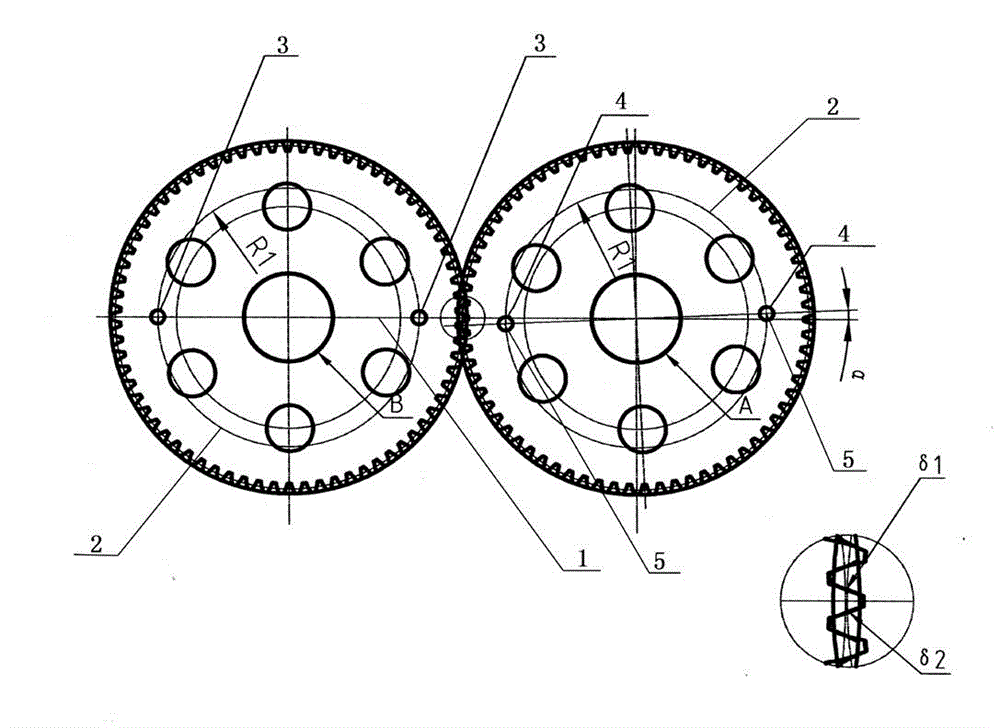
The invention relates to a tooth splicing machining method for machining herringbone gears. The tooth splicing machining method comprises the following steps: firstly machining two paired helical gears according to an ordinary helical gear machining method; during the gear grinding process of the two paired helical gears after heat treatment, grinding so that the sizes of the common normal lines of the two helical gears are the same, and then engaging the two helical gears according to an engagement principle, so that the axis centers of the two helical gears are connected to form a long straight line, and two circles are formed by taking the respective axis centers of the two helical gears as centers; manufacturing a plug pin hole from two intersection points on one of the helical gears, calculating the other helical gear according to the formula that a is equal to 360 / number of teeth / 2 to obtain the calibration angles of two technological coordinate holes and the left and the right intersection points; manufacturing the left and the right technological coordinate holes in the helical gears; after the two helical gears are spliced, splicing the two gears by inserting positioning pins in the left and the right plug pin holes which are overlapped and the two technological coordinate holes; then linearly cutting internal keyways of the central axle holes of the two helical gears to manufacture the two paired helical gears.
Description
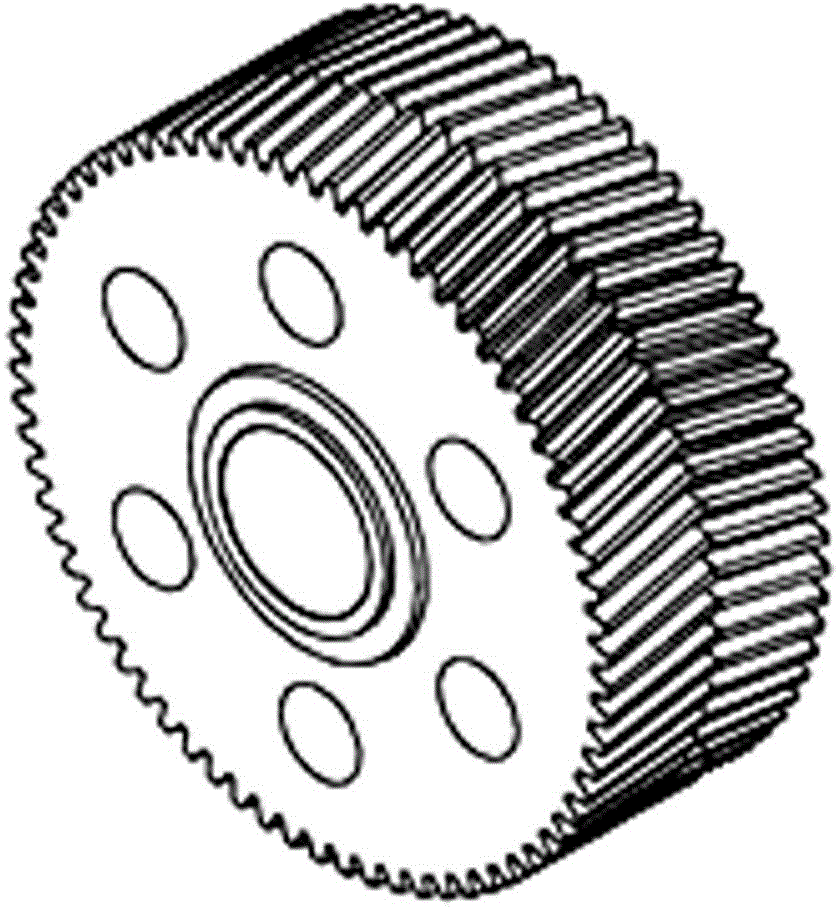
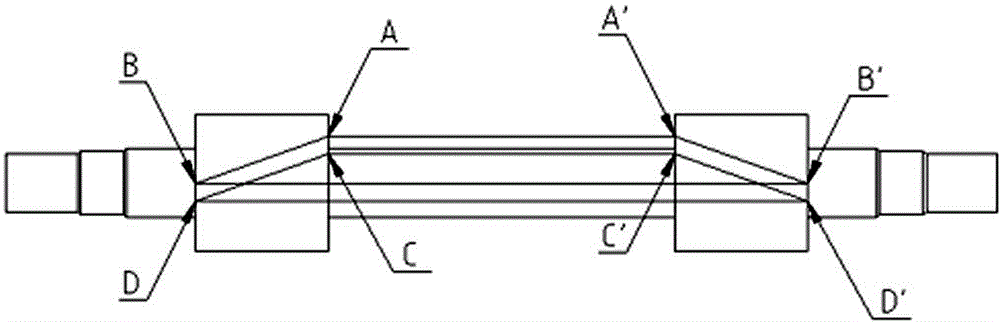
technical field [0001] The invention relates to a splicing processing method for processing herringbone gears, belonging to the technical field of gear manufacturing. Background technique [0002] Involute herringbone gears that need spliced teeth such as figure 1 As shown, it requires that the tooth slots or tooth thicknesses of the A gear and the B gear with two split teeth are aligned with each other, and the symmetry error of the tooth slots or tooth thickness of the two gears should be less than 0.03mm; the existing technology generally adopts such as figure 2 The method shown, wherein the machining method of the gear is: [0003] ①Install the gear on the dummy shaft before hobbing; ②Roll one end of the tooth profile; ③Align the platform with the V-shaped iron; ④Remove the workpiece and put it on the V-shaped iron for alignment; ⑤Color the relevant surface; Draw the relevant points A, B, C, D on the cylindrical surface of one end of the gear with good tooth shape, ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityApplications(China)
IPC IPC(8): B23P15/14
CPCB23F7/00B23P15/14
Inventor鲍永哲朱国方徐建军
OwnerHANGZHOU ADVANCE GEARBOX GRP