

A mechanical bimetal composite pipe end sealing welding method
A bimetallic composite pipe, mechanical technology, applied in metal processing equipment, workpiece edge parts, manufacturing tools, etc., can solve problems such as welding defects, gas return, affecting the quality of welds, and achieve uniform form and qualified sealing and welding. High rate and the effect of improving the quality of sealing and welding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
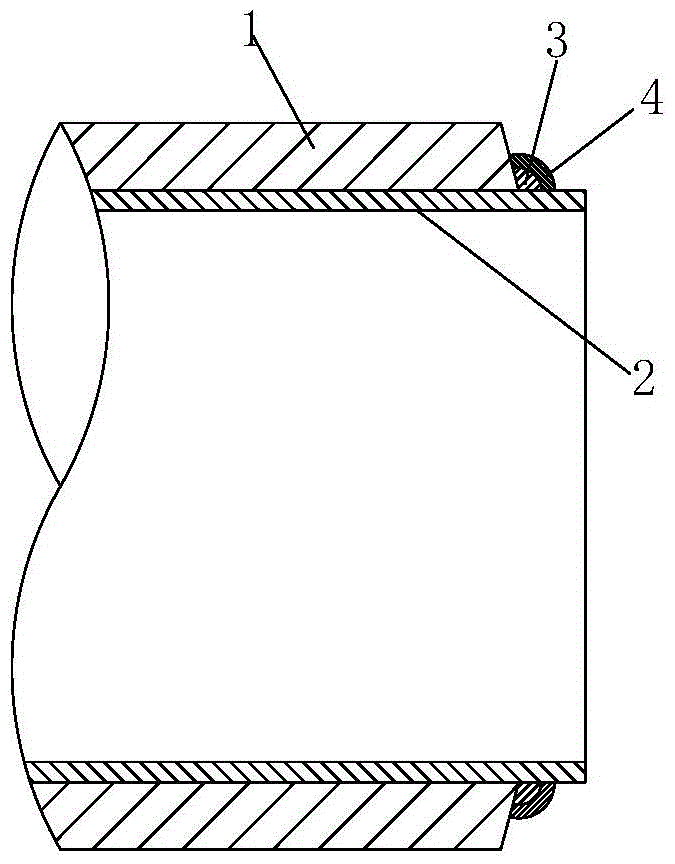
[0052] like Figure 2 to Figure 8 A mechanical bimetal composite pipe end sealing welding method shown comprises the following steps:
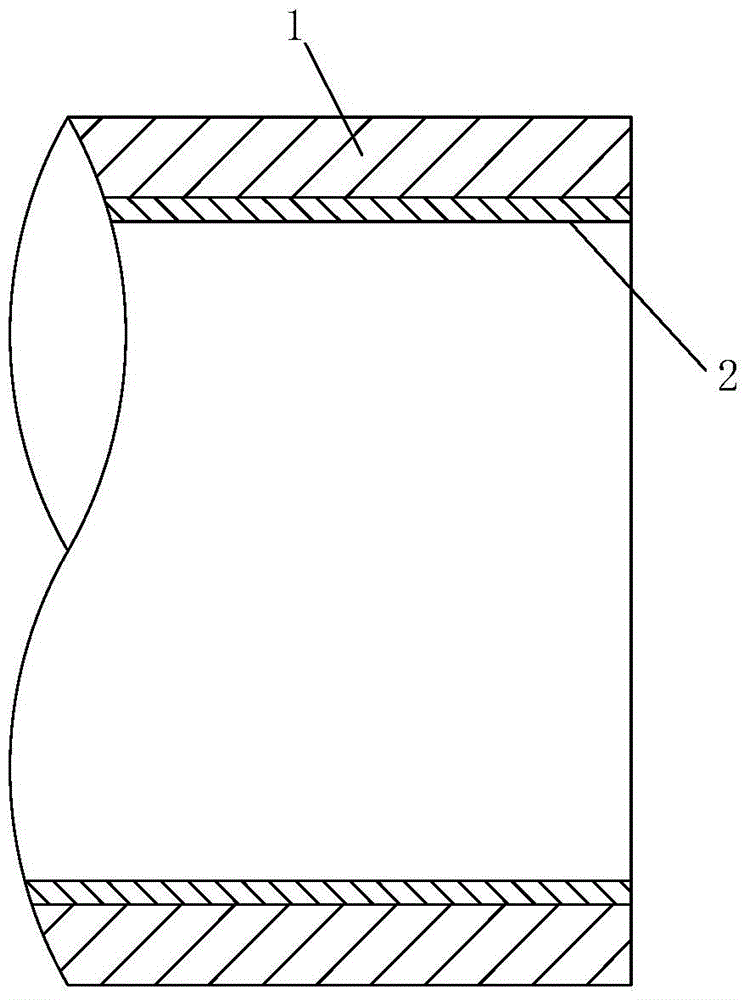
[0053] Step 1, milling the end of the mechanical bimetallic composite pipe, so that the end face of the base pipe 1 of the mechanical bimetallic composite pipe is flush with the end surface of the liner 2, wherein the base pipe of the mechanical bimetallic composite pipe The end face of the pipe 1 and the end face of the liner 2 are flush, that is, the end face of the base pipe 1 and the end face of the liner 2 are both perpendicular to the central axis of the mechanical bimetal composite pipe;
[0054] combine image 3 , in this embodiment, in step 1, the end face of the base pipe 1 and the end face of the liner 2 of the mechanical bimetallic composite pipe are milled flush with the first end face turning tool with an entering angle of 90°, so that The first end turning tool is installed on the boring machine. This method uses the first end...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More