

A method for measuring and adjusting the center of a steel pipe hot extrusion machine
An adjustment method, hot extrusion technology, applied in the direction of metal processing, metal processing equipment, manufacturing tools, etc., can solve the problems of complicated measurement work, unmeasurable concentricity data, high requirements for measuring personnel, etc., and achieve the effect of practical concentricity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
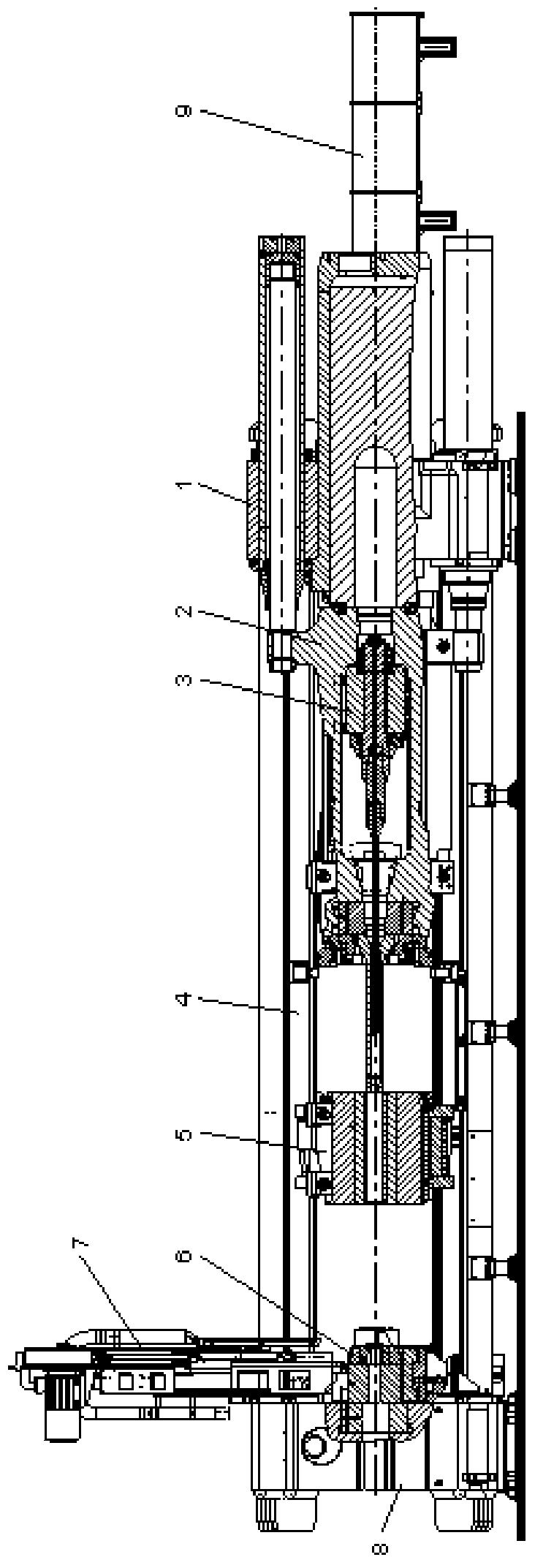
[0030] see figure 1 , a method for measuring and adjusting the center of a steel pipe hot extruder of the present invention, which comprises the following steps:
[0031] 1) Remove the mandrel and connecting rod on the mandrel beam 1, and empty the connecting thread at the bottom of the mandrel beam 1;
[0032] 2) Using the center of the connecting thread at the bottom of the mandrel beam 1 and the center of the front beam 8 as the benchmark, pull the benchmark steel wire;
[0033] 3) Using the reference steel wire as the benchmark, measure the concentricity deviation data of the extrusion die 6, the extrusion cylinder 5 and the extrusion beam 2 respectively;
[0034] 4) By adjusting the installation positions of the extrusion die 6, the extrusion cylinder 5 and the extrusion beam 2, the concentricity deviation can be adjusted to meet the technical requirements.
[0035] Preferably, the concentricity control between the extrusion die and the reference steel wire: less than 0...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More