

Multilayer and multipass welding track planning method for variable-groove-width heavy and medium plates
A groove width, multi-layer and multi-channel technology, applied in welding equipment, auxiliary welding equipment, welding/cutting auxiliary equipment, etc., can solve the problems of poor welding quality, incomplete penetration, variable groove, etc., and achieve great research value and feasibility, good welding quality, and good versatility
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035]The present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
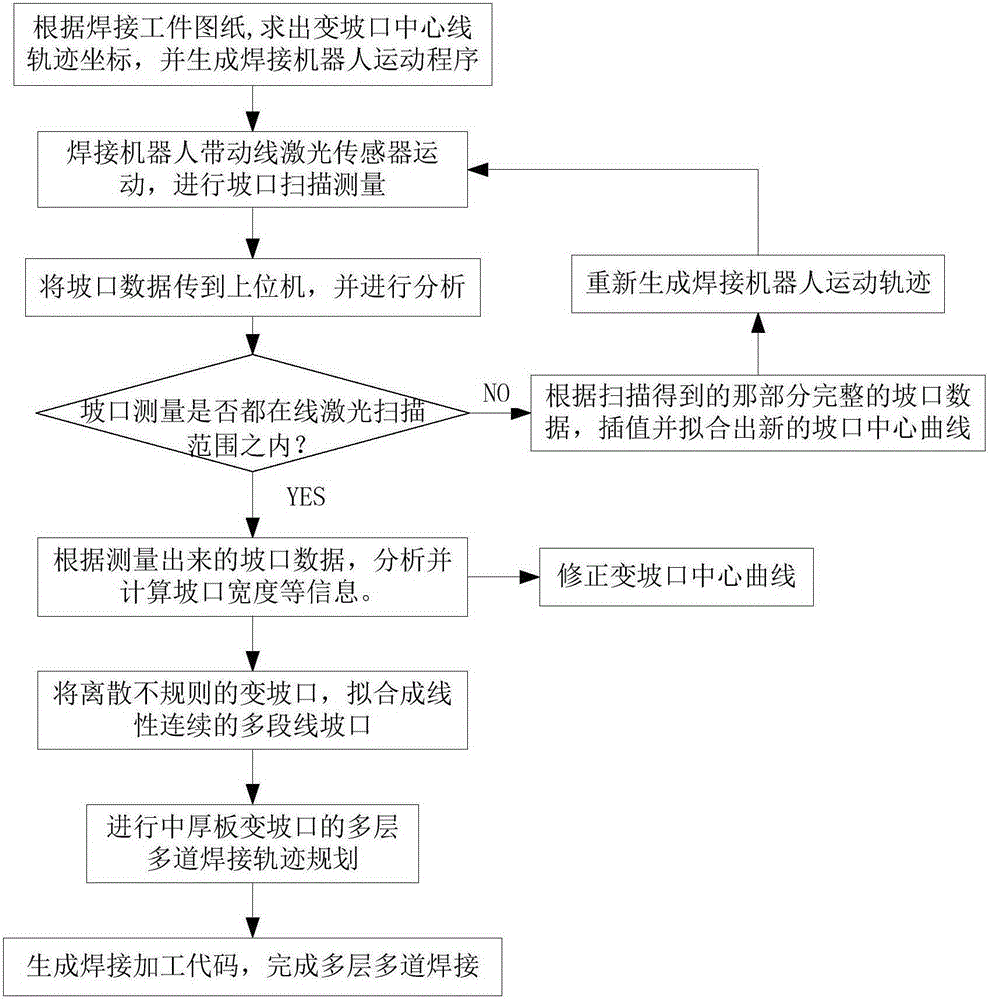
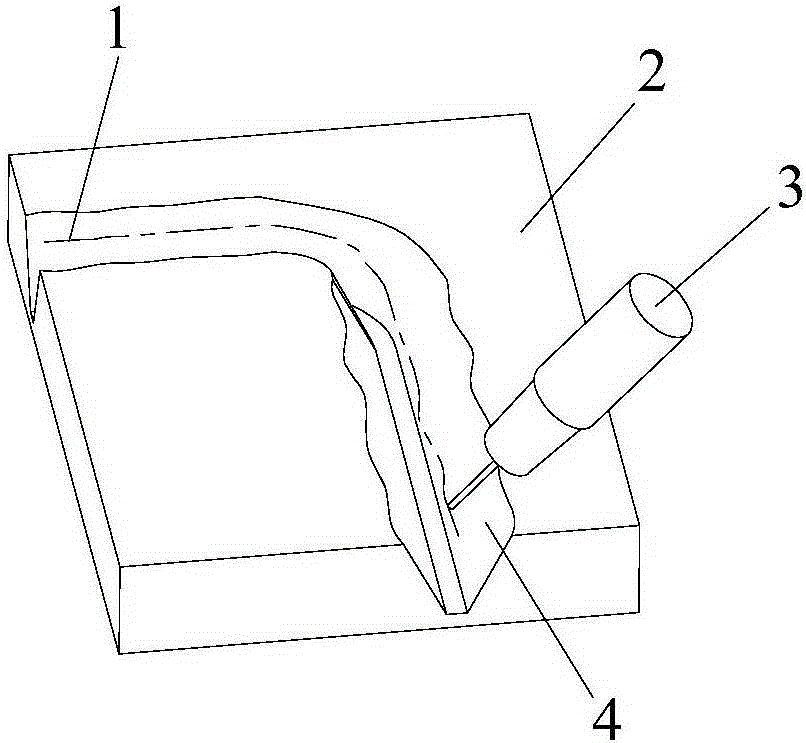
[0036] What the present invention discloses is a method for planning the multi-layer and multi-pass welding trajectory of medium-thick plate with variable groove width, such as Figure 2 to Figure 8 As shown, it is a preferred embodiment of the present invention. In this embodiment, a variable-groove welding workpiece with equal thickness (that is, the groove thickness of the workpiece is constant) and a flat plate (that is, the workpiece is a flat workpiece) is taken as an example. Of course, the following methods are also applicable to other forms of variable groove welding workpieces.
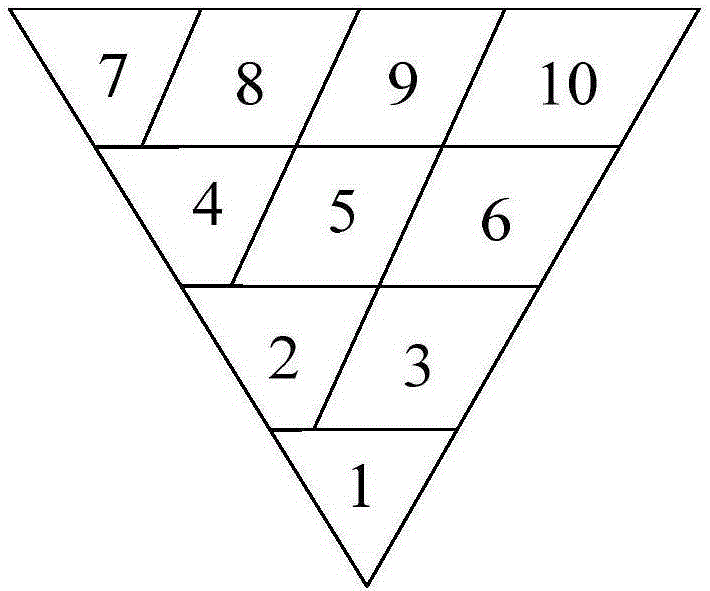
[0037] Welding workpieces of medium and thick plates generally adopt multi-layer and multi-pass welding methods, and the specific number of welding layers and passes are designed according to actual needs. figure 1 The V-groove workpiece shown uses ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More