

Method for preventing steel band from sliding in reversible cold rolling process of 400-series steel plate
A technology for steel strips and steel plates, applied in metal rolling, metal rolling, rolling mill control devices, etc., can solve problems such as slip marks on the surface of steel coils, automatic speed reduction of production equipment, and impact on production efficiency, so as to improve operating efficiency , Improve productivity and output, increase cost effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0012] Embodiment 1, a method for preventing steel strip from slipping during reversible cold rolling of 430 steel plate, comprising: selecting rolls with a diameter of 85 mm for rolling, and the surface roughness of the rolls in the first three rolling passes is Ra0.4-0.6 , during rolling, the tension at the front of the steel strip is controlled to 50 tons, except for the first pass, the tension at the rear of the steel strip is 47 tons, the discharge speed of the steel strip is controlled at 550 mpm, and the reduction rate of each pass is ≤ 28%; when the system When the first roll slip coefficient Sa≥3.0% is measured, or the other roll slip coefficient Sb≥1.2%, the rolling system is controlled to reduce the discharge speed of the steel strip until the measured slip coefficient reaches the set range.
Embodiment 2
[0013] Embodiment 2, a method for preventing steel strip from slipping during reversible cold rolling of 439 steel plate, comprising: selecting rolls with a diameter of 80 mm for rolling, and the surface roughness of the rolls in the first three rolling passes is Ra0.4-0.6 , during rolling, the tension at the front of the steel strip is controlled to 55 tons, except for the first pass, the tension at the rear of the steel strip is 53 tons, the discharge speed of the steel strip is controlled at 520 mpm, and the reduction rate of each pass is ≤ 28%; when the system When the first roll slip coefficient Sa≥3.0% is measured, or the other roll slip coefficient Sb≥1.2%, the rolling system is controlled to reduce the discharge speed of the steel strip until the measured slip coefficient reaches the set range.
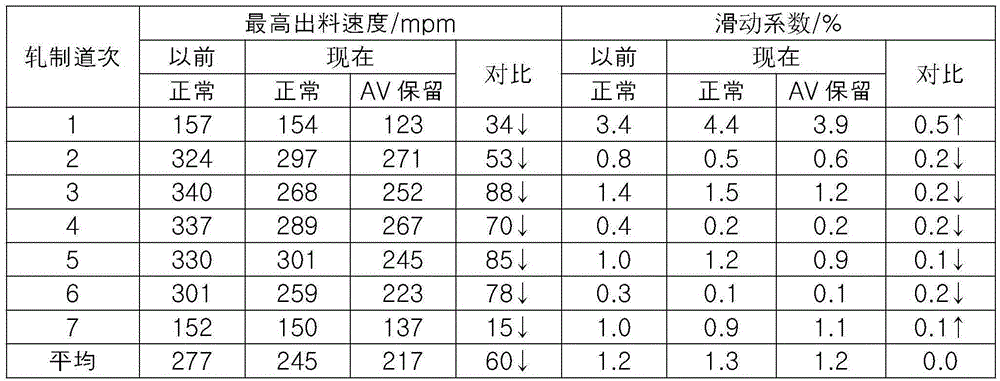
[0014] The following table lists the comparison of the average value of relevant data rolled by this method and the traditional method for 400 series (taking AV-short linear fr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More