

Centrifugal hollow forming method and device
A molding device and molding method technology, applied in the direction of hollow objects, coatings, tubular objects, etc., can solve the problems of limited material requirements, limited materials used, and less material usage, and achieve good wall thickness uniformity and predictable wall thickness. Controllable, high-quality outer surface effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
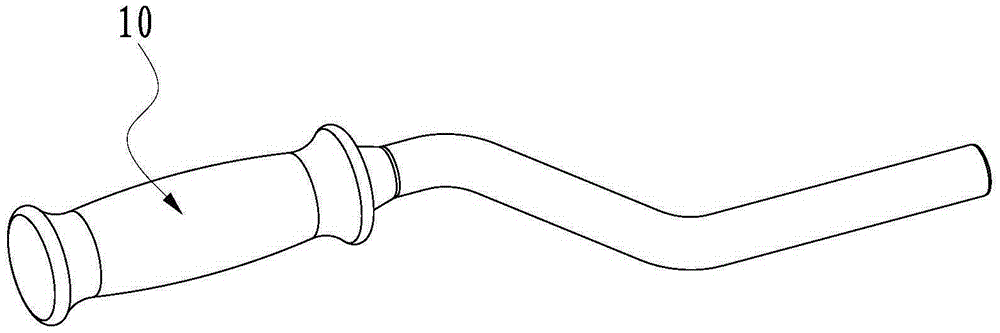
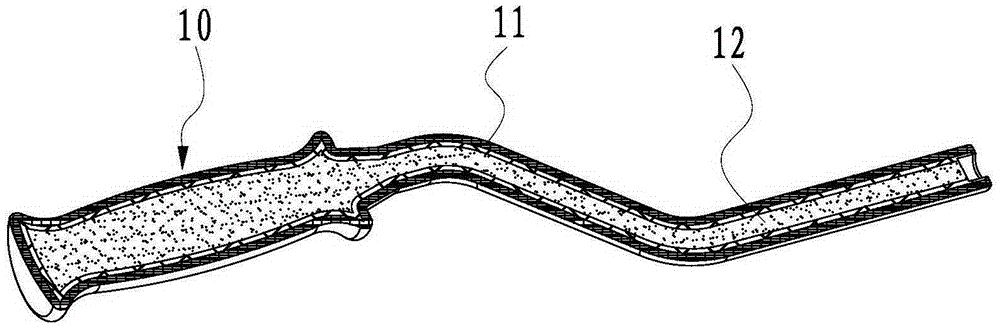
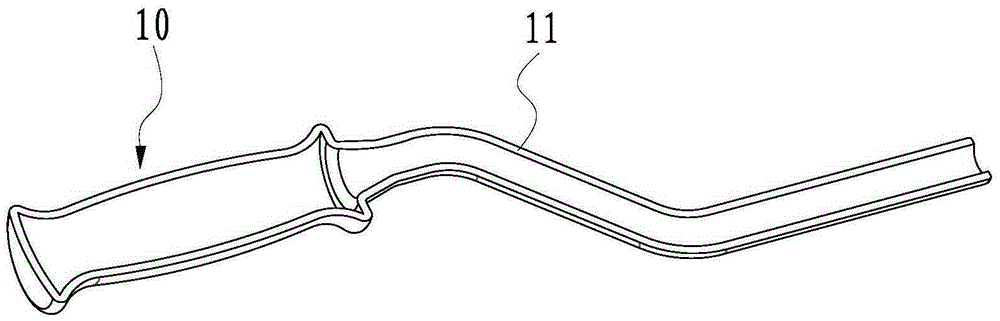
[0025] see Figure 1 to Figure 6 , a centrifugal hollow molding device, comprising a molding device 20 and a centrifugal device 30, the molding device 20 is used to shape the material into a parison 10 comprising a surface solidified layer 11 and an inner core uncured layer 12, and the centrifugal device 20 is used to make the shape The uncured layer 12 in the parison 10 is detached from the parison 10 under the action of centrifugal force to complete the molding of the hollow matrix.
[0026] Such as Figure 1 to Figure 6 As shown, in one of the embodiments of the present invention, the centrifugal device 30 is set to an upper rotary mold 31, a lower rotary mold 32, a rotary shaft 33 and a centrifuge 34, a rotary shaft 33, and the upper rotary mold 31 and the lower rotary mold 32 are up and down. The models of the upper rotary mold 31 and the lower rotary mold 32 are arranged in parallel to match the shape of the parison 10, and the lower rotary mold 32 is provided with a re...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More