

Heat treatment method for large high-speed steel cold-rolled work roll
A technology of cold-rolled work rolls and heat treatment methods, which is applied in the field of heat treatment, can solve the problems of restricting the production and popularization of large-scale high-speed steel cold rolls, affecting the safe production of large-scale forged high-speed steel rolls, and difficult to obtain high roll body hardness. The effect of avoiding destructive failure, outstanding roughness retention ability, and satisfactory surface quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
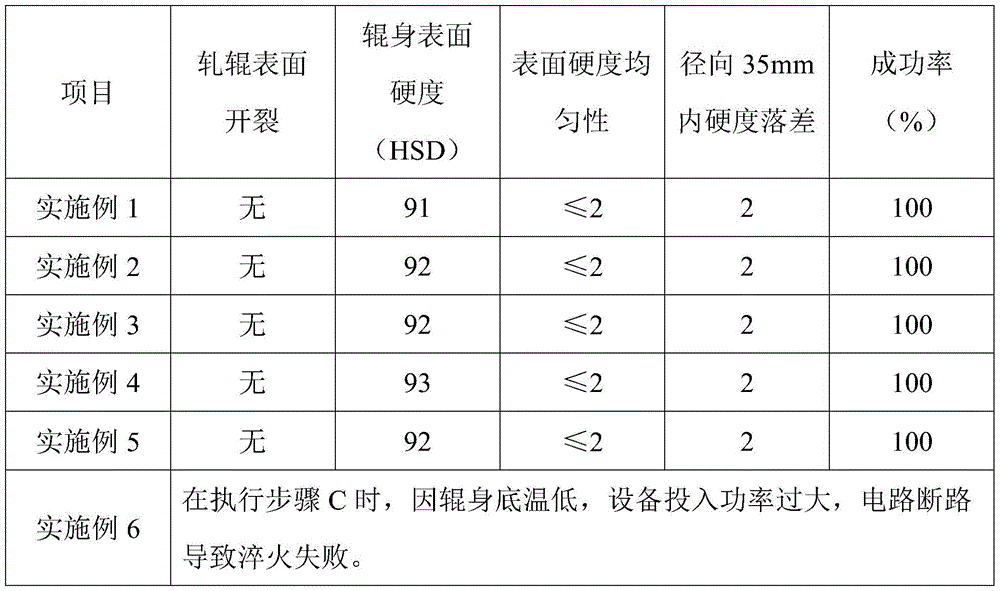
Embodiment 1
[0024] A heat treatment method for large-scale high-speed steel cold-rolled work rolls, the requirements of the work rolls are as follows:
[0025] Roll diameter:
[0026] Roll body hardness requirement: 90~95HSD;
[0027] Working layer thickness requirement: ≥33mm;
[0028] Roll material: forged high-speed steel, using electric furnace + ladle refining + electroslag remelting to produce steel ingots, the steel ingots are heated and forged according to process requirements to make roll forging blanks.
[0029] The heat treatment method includes preliminary treatment, preheat treatment and final heat treatment, and the steps are as follows:
[0030] 1. Preparatory treatment: Preliminary treatment is carried out on the high-speed steel cold-roll forging billet according to the requirements, and it is machined to the required size according to the drawing requirements;
[0031] 2. Preheating treatment:
[0032] A. Overall low-temperature preheating: Preheat the pre-treated ...
Embodiment 2
[0040] The difference between this embodiment and Embodiment 1 is: the preheating and holding temperature in step A is 350°C, and the holding time is 20h.
Embodiment 3
[0042] The difference between this embodiment and Embodiment 1 is: in step B, the temperature of the roll exiting the induction coil is 750°C; the roll continues to move upwards, and air cools for 20 minutes after exiting the induction coil.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More