

A method for evaluating the quality of butt welding of plastic pipes
A technology for hot-melt butt joint and plastic pipes, which is applied in the direction of applying stable tension/pressure to test the strength of materials, which can solve the problems of large influence of subjective factors, long evaluation time and low reliability.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
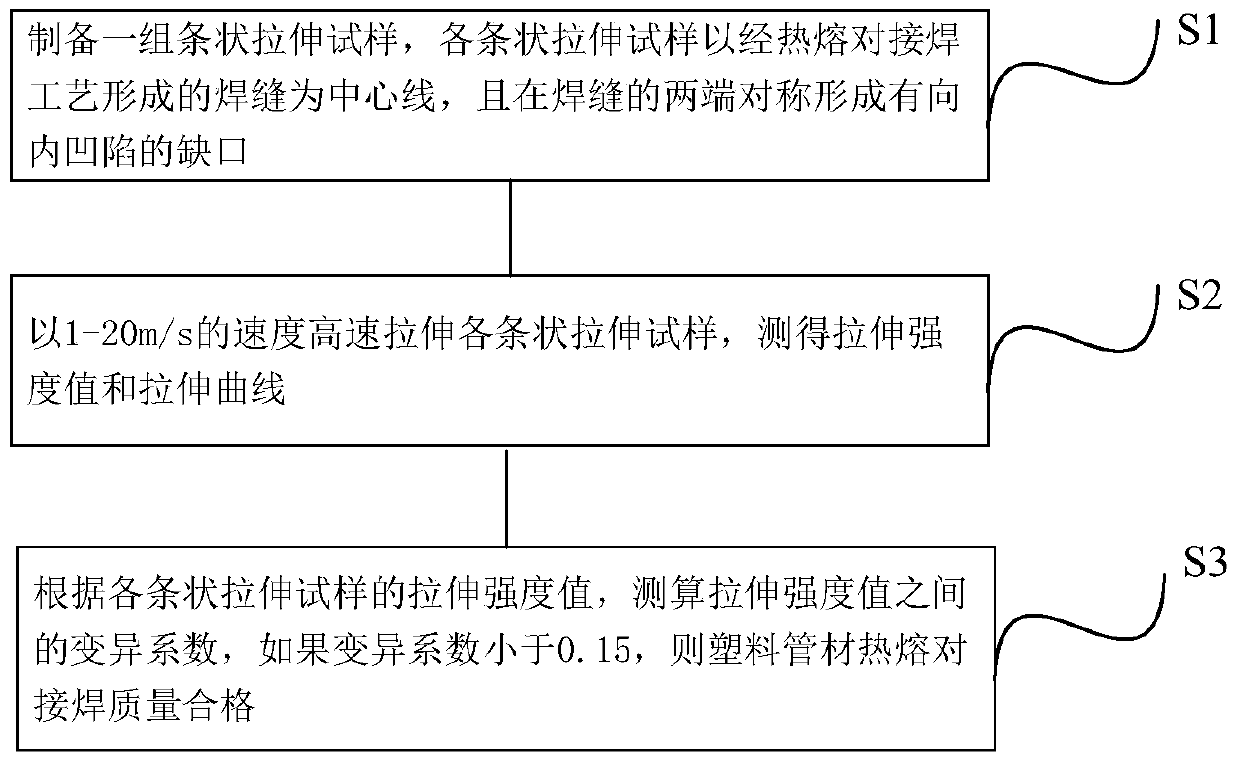
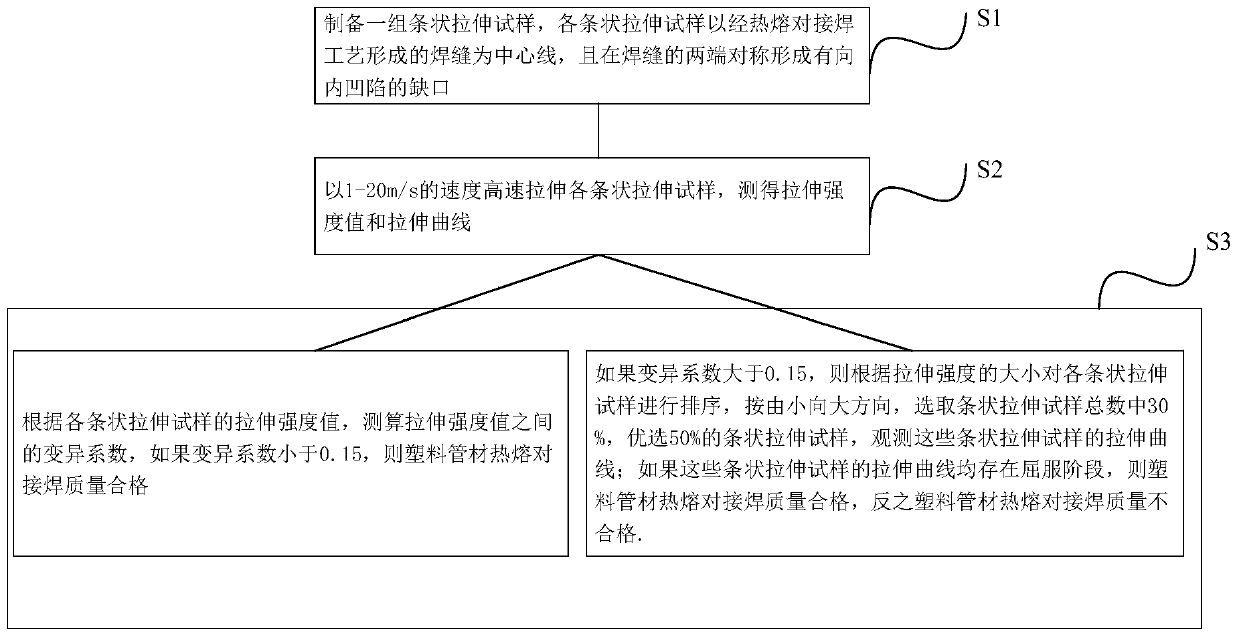
[0082] The method of evaluating the quality of butt welding of plastic pipes is as follows:
[0083] S1. Take the hot-melt butt welded pipe 1 prepared above, and take 10 tensile samples uniformly along the radial direction of the pipe, and use a milling cutter to process it into the dumbbell shape of 1B in GB / T 1040.2-2006, so that the weld is in the sample the center position of
[0084] S2. mill out two symmetrical V-shaped notches (angle is 30°) with the milling cutter at the two ends of the weld position of the 10 dumbbell-shaped tensile samples prepared, and the notch depth is 2mm (the notch depth is the same as the strip shape The ratio of the length of the welding wire on the tensile sample is 1:4);
[0085] S3. The dumbbell-shaped tensile sample with the V-shaped notch obtained in step S2 was stretched at a speed of 9 m / s with a high-speed tensile testing machine, and the tensile strength of the sample was measured as shown in Table 4. The calculated coefficient of v...
Embodiment 2
[0087] The method of evaluating the quality of butt welding of plastic pipes is as follows:
[0088] S1. Take the hot-melt butt welding pipe 2 prepared above, and take 10 tensile samples uniformly along the radial direction of the pipe, and use a milling cutter to process it into a dumbbell shape of 1B in GB / T 1040.2-2006, so that the weld is in the sample the center position of
[0089] S2. mill out two symmetrical V-shaped notches (angle is 150 °) with milling cutter at the positions of weld two ends of the 10 dumbbell-shaped tensile specimens prepared, and the notch depth is 2mm (notch depth and strip tensile The ratio of the length of the welding wire on the stretched sample is 1:6);
[0090] S3. the dumbbell-shaped tensile sample with V-shaped notch obtained by step S2 is stretched at a speed of 9m / s with a high-speed tensile testing machine, and the tensile strength of the sample is recorded as shown in table 4, Among them, the coefficient of variation between the meas...
Embodiment 3
[0093] The method of evaluating the quality of butt welding of plastic pipes is as follows:
[0094] S1. Take the hot-melt butt welding pipe 3 prepared above, and take 10 tensile samples evenly along the radial direction of the pipe, and process them into the dumbbell shape of 1B in GB / T 1040.2-2006 with a milling cutter, so that the weld is in the sample the center position of
[0095] S2. mill out two symmetrical V-shaped notches (the angle is 90°) with the milling cutter at the two ends of the welding seam of the 10 dumbbell-shaped tensile samples prepared, and the notch depth is 2mm (the notch depth is the same as the strip shape The ratio of the length of the welding wire on the tensile sample is 1:3);
[0096] S3. the dumbbell-shaped tensile sample with V-shaped notch obtained by step S2 is stretched at a speed of 9m / s with a high-speed tensile testing machine, and the tensile strength of the sample is recorded as shown in table 4, Among them, the coefficient of variat...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More