

Method for controlling oxide color of dual-phase steel in cold rolling continuous annealing procedure
A control method and technology of annealing process, applied in the direction of quenching agent, manufacturing tools, heat treatment equipment, etc., can solve the problems of strip steel surface oxidation, bluing, yellowing and other problems, and achieve the effect of improving the oxidation color defects on the surface of dual-phase steel
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
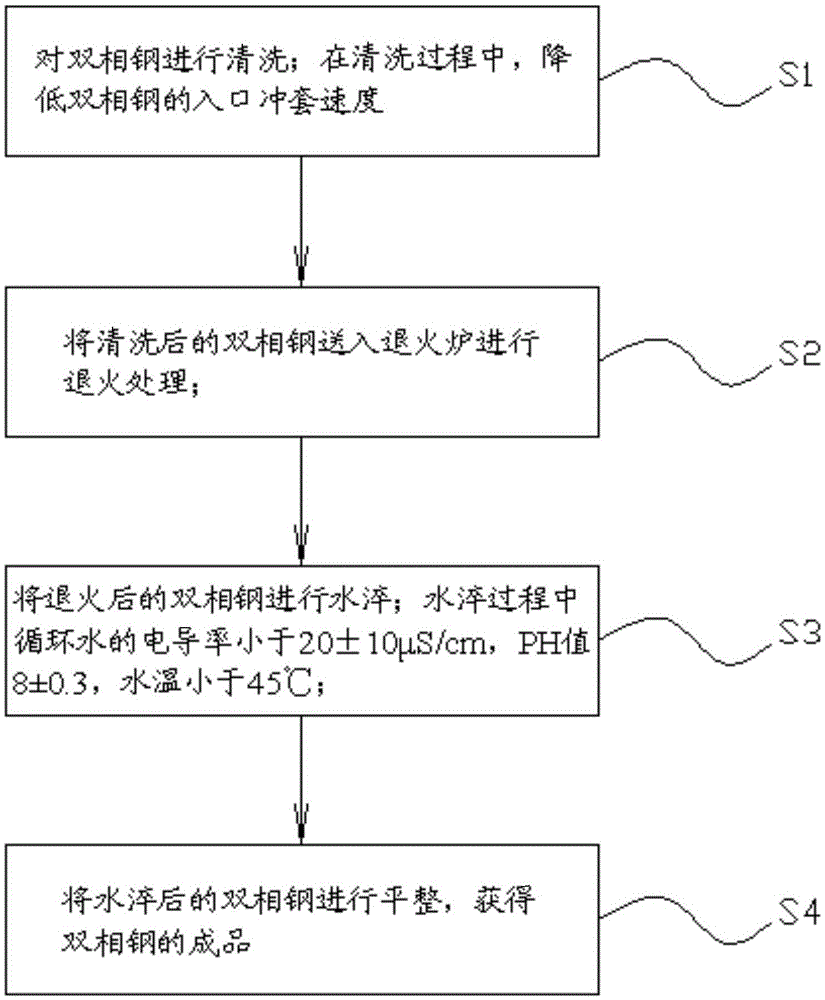
[0043] S1: Clean the dual-phase steel; during the cleaning process, reduce the inlet punching speed of the dual-phase steel, so that the time difference between the completion of the punching and the flicking of the same coil in the dual-phase steel is 10s. Before the dual-phase steel is sent into the annealing furnace, the relief valve from the heating section to the final cooling section in the relief device is opened 2 hours in advance, and the opening degree is 20%. Adjust the dew point from the heating section to the final cooling section to -47°C, and control the hydrogen content at 2.5%.
[0044] S2: Send the cleaned dual-phase steel into the annealing furnace for annealing treatment; the initial temperature setting value of the heating section is 6°C lower than the target value. The set value is adjusted to the target value. The temperature of the final cooling section is controlled at 111°C.
[0045] S3: The annealed dual-phase steel is water-quenched; during the wa...
Embodiment 2
[0049] S1: Clean the dual-phase steel; during the cleaning process, reduce the inlet punching speed of the dual-phase steel, so that the time difference between the completion of the punching and the flicking of the same coil in the dual-phase steel is 20s. Before the dual-phase steel is sent into the annealing furnace, the relief valve from the heating section to the final cooling section in the relief device is opened 2.5 hours in advance, and the opening degree is 25%. Adjust the dew point from the heating section to the final cooling section to -49°C, and control the hydrogen content at 2.7%.
[0050] S2: Send the cleaned dual-phase steel into the annealing furnace for annealing treatment; the initial temperature setting value of the heating section is 7°C lower than the target value. The set value is adjusted to the target value. The temperature of the final cooling section is controlled at 112°C.
[0051] S3: The annealed dual-phase steel is water-quenched; during the ...
Embodiment 3
[0055] S1: Clean the dual-phase steel; during the cleaning process, reduce the inlet punching speed of the dual-phase steel, so that the time difference between the completion of the punching and the flicking of the same coil in the dual-phase steel is 30s. Before the dual-phase steel is sent into the annealing furnace, the relief valve from the heating section to the final cooling section in the relief device is opened 2.8 hours in advance, and the opening degree is 30%. Adjust the dew point from the heating section to the final cooling section to -50°C, and control the hydrogen content at 2.8%.
[0056] S2: Send the cleaned dual-phase steel into the annealing furnace for annealing treatment; the initial temperature setting value of the heating section is 6°C lower than the target value. The set value is adjusted to the target value. The temperature of the final cooling section is controlled at 115°C.
[0057] S3: The annealed dual-phase steel is water-quenched; during the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| electrical conductivity | aaaaa | aaaaa |
| porosity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More