

Production method for drawing type expanded extra-large-caliber J55 casing pipes
A production method, a drawing technology, is applied in the production field of the drawing expansion J55 casing with a large diameter, which can solve the problems of inability to achieve wall reduction, poor surface quality, and large bending degree of the pipe end.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
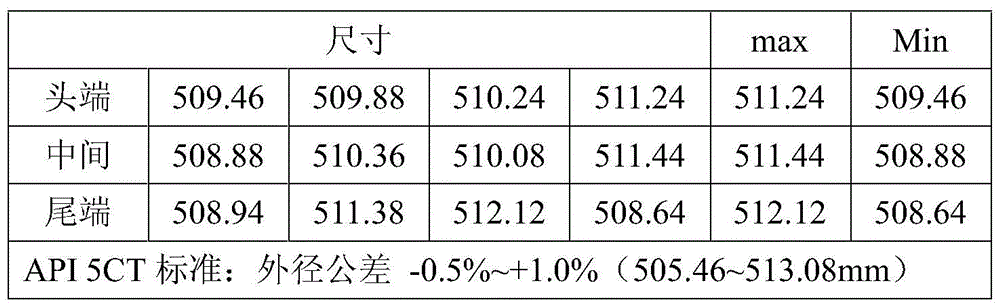
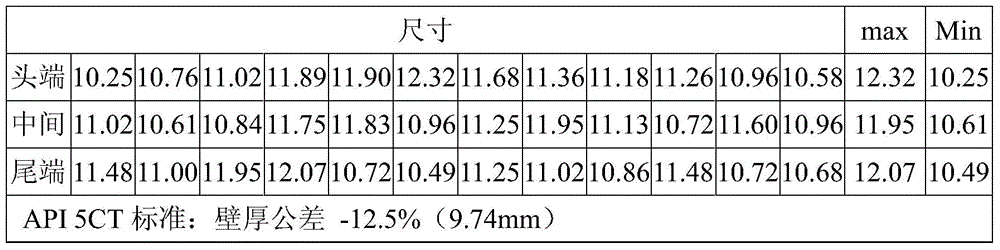
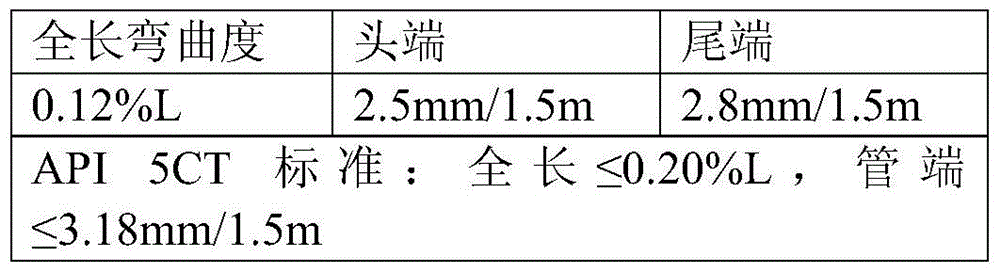
[0029] Embodiment 1 provides a method for producing 508.00×11.13mm J55 casing, the specific process flow is:
[0030] (1) Provided by 340 continuous rolling pipe unit Tube blank. Specifically, first smelting and forming an alloy liquid whose composition is C0.34-0.41%, Si0.17-0.37%, Mn1.25-1.60, P / S≤0.028% by weight percentage, to make a continuous casting round billet; then Continuously cast round billets are rolled into specification steel pipes.
[0031] (2) The pipe end is heated and the bell mouth is expanded. Specifically, one end of the steel pipe provided in step (1) is heated to 900° C. in a slot furnace, wherein the length of the heated pipe end is 300 mm. Then expand the pipe end into a bell mouth, the diameter of which is 710mm.
[0032] (3) Carry out the first heating expansion in the walking furnace. Specifically, the heating temperature is 980°C, the first pass is expanded to 395×14.3mm, the second pass is expanded to 418×13.6mm, and the third pass is fi...
Embodiment 2
[0053] Embodiment 2 provides a method for producing 508.00×11.13mm J55 casing, the specific process flow is:
[0054] (1) Provided by 340 continuous rolling pipe unit Tube blank. Specifically, first smelting and forming an alloy liquid whose composition is C0.34-0.41%, Si0.17-0.37%, Mn1.25-1.60, P / S≤0.028% by weight percentage, to make a continuous casting round billet; then Continuously cast round billets are rolled into specification steel pipes.
[0055] (2) The pipe end is heated and the bell mouth is expanded. Specifically, one end of the steel pipe provided in step (1) is heated to 1000°C through a slot furnace, wherein the heated length of the end of the pipe is 400 mm. Then expand the pipe end into a bell mouth, and the diameter of the bell mouth is 720mm.
[0056] (3) Carry out the first heating expansion in the walking furnace. Specifically, the heating temperature is 990°C, the first pass is expanded to 400×14.2mm, the second pass is expanded to 425×13.5mm, ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More