Production method for assembling hole of composite material part
A composite material and assembly hole technology, applied in metal processing and other directions, can solve the problems of uncoordinated tooling positioning holes, large shape, large thermal expansion coefficient, etc., and achieve the effect of large practical application value, improved assembly accuracy, and large economic benefits.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0011] The present invention will be described in further detail below.
[0012] The hole making method of the assembly hole of the composite material part of the present invention directly drills on the composite material to make the assembly hole, and the specific process is as follows:
[0013] Step 1: Composite Part Molding
[0014] After the composite material part is solidified under high temperature and pressure, it is cooled to normal temperature (room temperature) to avoid the deviation of the hole diameter during drilling;
[0015] Step 2: Positioning and pressing
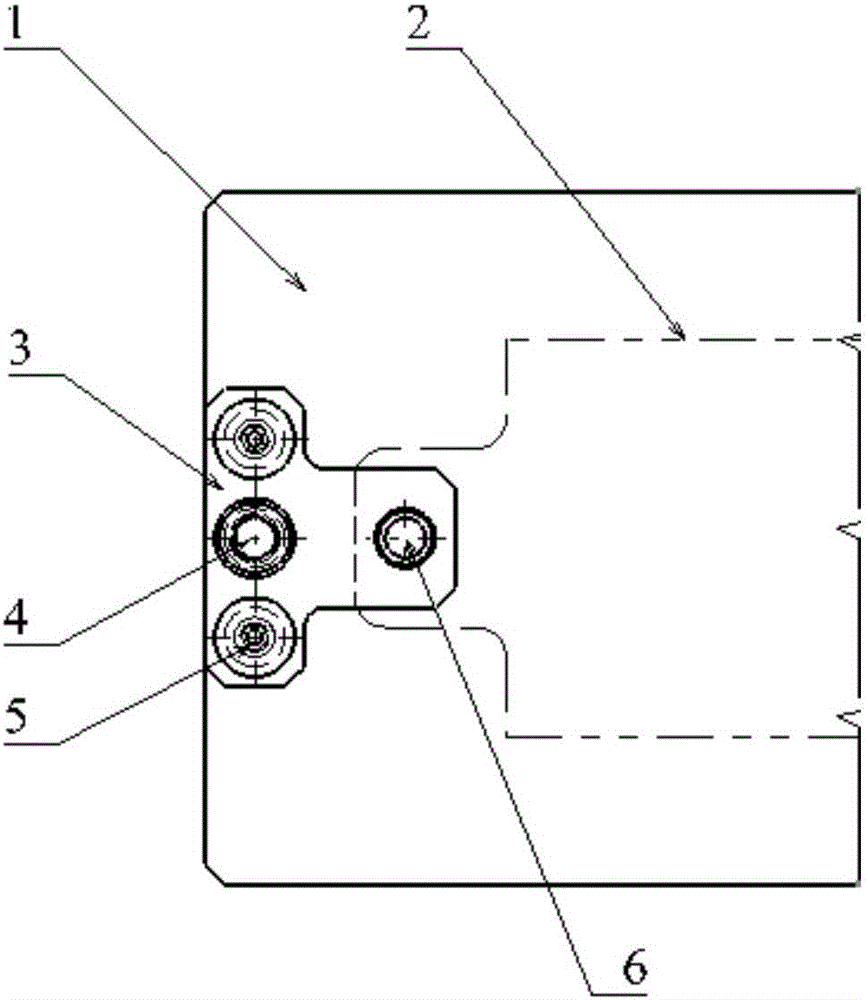
[0016] There is no need to disassemble the composite material parts, and the drilling mold is fitted on the forming mold, wherein the drilling mold 3 is divided into an integrated bottom and a drilling part, wherein the bottom is fixed to the surface of the forming mold, and the drilling area is located at above the part, and set the drill sleeve for drilling;
[0017] Step 3: Drill Holes
[0018] Whe...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com