

Centrifugal pump impeller casting process
A centrifugal pump impeller and casting process technology, applied in the centrifugal pump impeller precision casting process and the multi-stage centrifugal pump field, can solve the difference in parameters such as increasing the calculated flow and head of the product, the impeller is difficult to reach the acceptance level, and it is difficult to control the blank shrinkage. Deformation and other problems, to achieve the effect of improving dimensional deformation that is difficult to control, reducing the risk of water leakage, and small deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0034] The present invention will be described in detail below in conjunction with the accompanying drawings and specific embodiments.
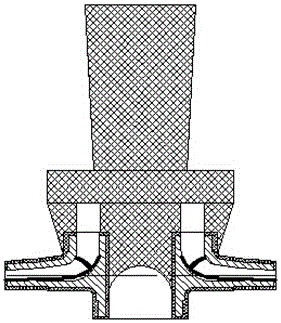
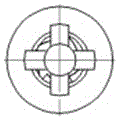
[0035] see Figure 4-Figure 5 , as can be seen from the figure, the core of the centrifugal pump impeller casting process of the present invention is the process of pouring according to the mold shell, and the mold shell has a central hole corresponding to the impeller shaft hole to be cast, so that the impeller shaft hole does not cast After casting, the impeller shaft hole is processed by cutting and other processes. The inner wall of the central hole of the formwork is evenly provided with 2-4 axial ribs along the circumference, so that a central columnar sprue and 2-4 split-flow inflows connected with the central columnar sprue are formed during pouring. The runner is formed by the area between two adjacent ribs during pouring. In the actual design, the ribs are 4 and form a 90° fan ring, so that the cross section of the cast impeller s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More