Integrated manufacturing method of ultrahigh-strength alloy steel blind hole component
An alloy steel and ultra-high-strength technology, which is applied to the manufacturing field of gold steel blind-hole components, can solve the problem of high smelting cost of ultra-high-strength alloy steel, and achieve the effects of reducing smelting costs, reducing safety and accident hazards, and improving fracture toughness.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0016] (1) G50 alloy steel is smelted by means of electric arc furnace + vacuum refining + vacuum self-consumption remelting. When the temperature of the refined molten steel drops to 1580-1630°C, it is cast into a Φ340×490mm ingot billet with self-hardening sand. The content of gas elements such as O and N in the steel ingot is 15-20ppm.
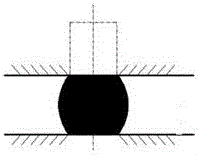
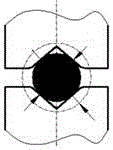
[0017] (2) Heating the steel ingot to the initial forging temperature of 1150°C for upsetting and elongation (such as figure 1 and figure 2 ), the final forging temperature is 860°C. Repeat the upsetting and elongation times for 3 times. The height reduction of the first upsetting is 45%, the height-to-diameter forging ratio of the first elongation is 2, and the obtained blank size is Φ304×608mm; the height reduction of the second upsetting is 57%, and the second The height-to-diameter forging ratio of the elongation is 1.8, and the blank size obtained is Φ315×567mm; the height reduction of the third upsetting is 55%, and the height-di...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More