

Punching method for internal high pressure forming pipe fitting
A technology of internal high pressure and pipe fittings, which is applied in the field of punching of internal high pressure forming pipe fittings, can solve the problems of large punching cylinder size, reduce production efficiency, increase punching process, etc., achieve uniform force, improve punching accuracy, and overall smoothness Good results
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
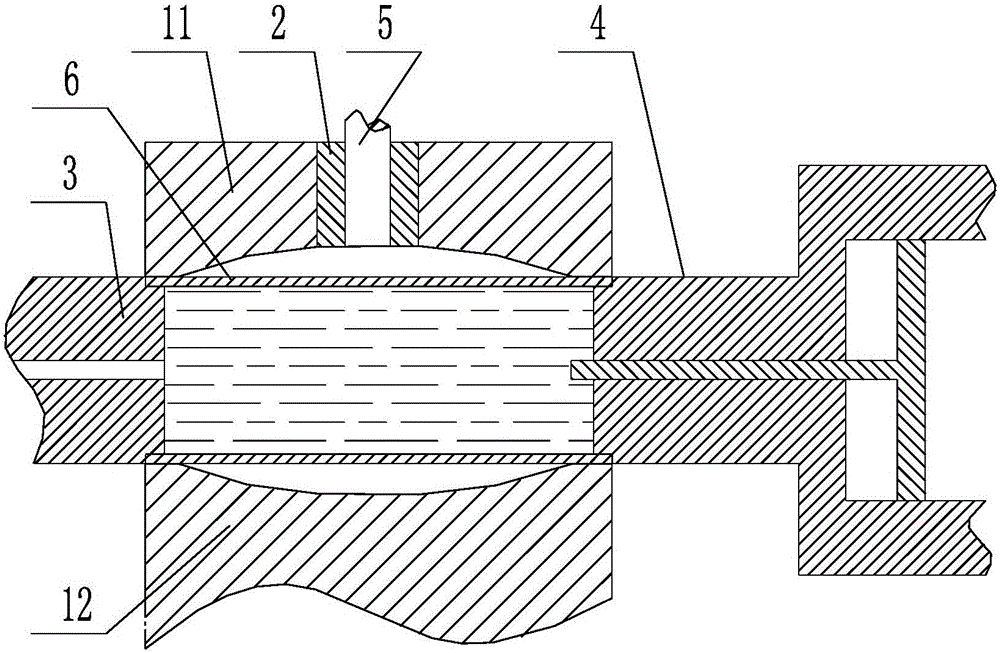
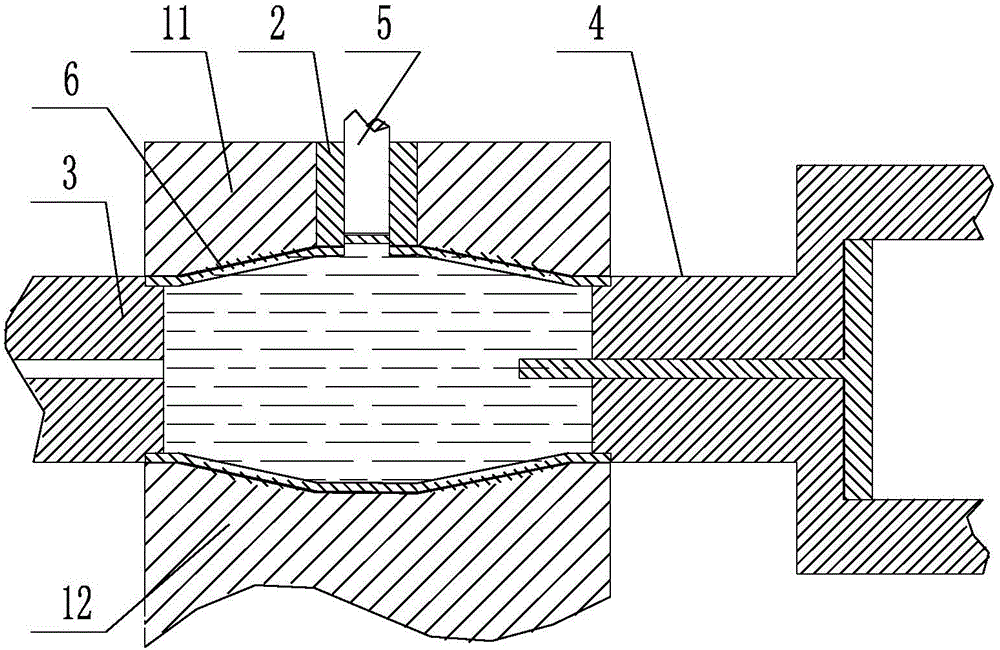
[0030] Such as figure 1 and 2 as shown, figure 1 It is a structural schematic diagram of the initial state of a punching device for internal high-pressure forming pipe fittings proposed by the present invention, figure 2 It is a structural schematic diagram of a punching device for internal high-pressure forming pipe fittings proposed by the present invention after the punching is completed.
[0031] The present invention proposes a punching method for internal high-pressure forming pipe fittings, which includes the following steps:
[0032] S1. Put the pipe to be punched into the mold cavity, make the part of the pipe to be punched at the punching station, inject liquid into the pipe, wherein the side wall of the mold cavity is provided with a punching hole, and the punching There is a limit stop in the hole;
[0033] S2. Increase the liquid pressure in the pipe to the first pressure threshold P1, so that the side wall of the pipe is against the limit stopper, wherein, P...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More