

Forging process method of m50 steel bearing ring
A process method and technology for bearing rings, which are applied in the field of forging process of M50 steel bearing rings for engines, can solve the problems of poor control of heating, cake-beating, punching, reaming and rolling and expanding processes, and poor annealing process. Reasonable and unreasonable processes, etc., to solve the technical difficulties of early cracking failure, improve the distribution and morphology of primary carbides, and extend the endurance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] Below in conjunction with accompanying drawing, the present invention is described further:
[0021] The material is imported M50 high temperature bearings for testing.
[0022] First of all, preheat the molds such as blank molds, rolling wheels, mandrels and other auxiliary tools to 150-300°C before billet making, and keep the temperature at 150-300°C throughout the production process, which cannot be lowered;
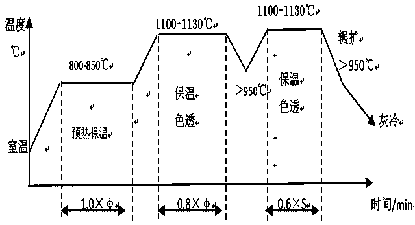
[0023] Secondly, preheat the billet from room temperature to 810-850°C, hold the heat for Φ×1.0min, raise the temperature to 1200±10°C, hold the heat for Φ×0.8min, and hold the ring billet for the second time to return to the furnace for Φ×0.6min. The billet is made on the principle of being out of the furnace. The striking force of the billet is 750kg. The preheating temperature of the hammer and anvil is >150°C. The free end is used to make cakes and the end face is blind punched, the other side is shadow punched to expand holes, double-sided hole is expanded...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More