Die-forming method taking non-maximal cross section as die parting face based on combined die
A technology of combining dies and cross-sections, which is used in manufacturing tools, forging/pressing/hammer devices, forging/pressing/hammering machines, etc. The effect of small machining volume, improved material utilization rate, and improved production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
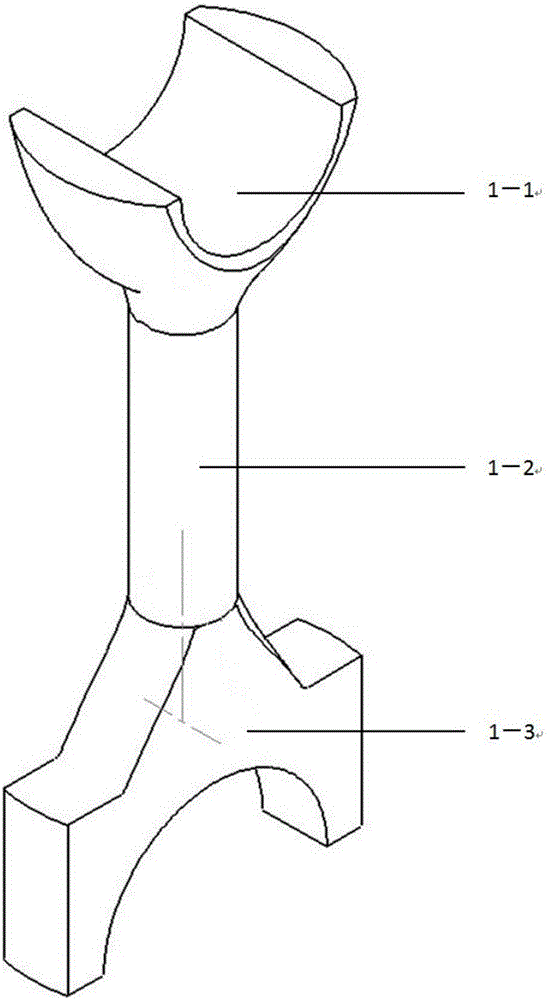
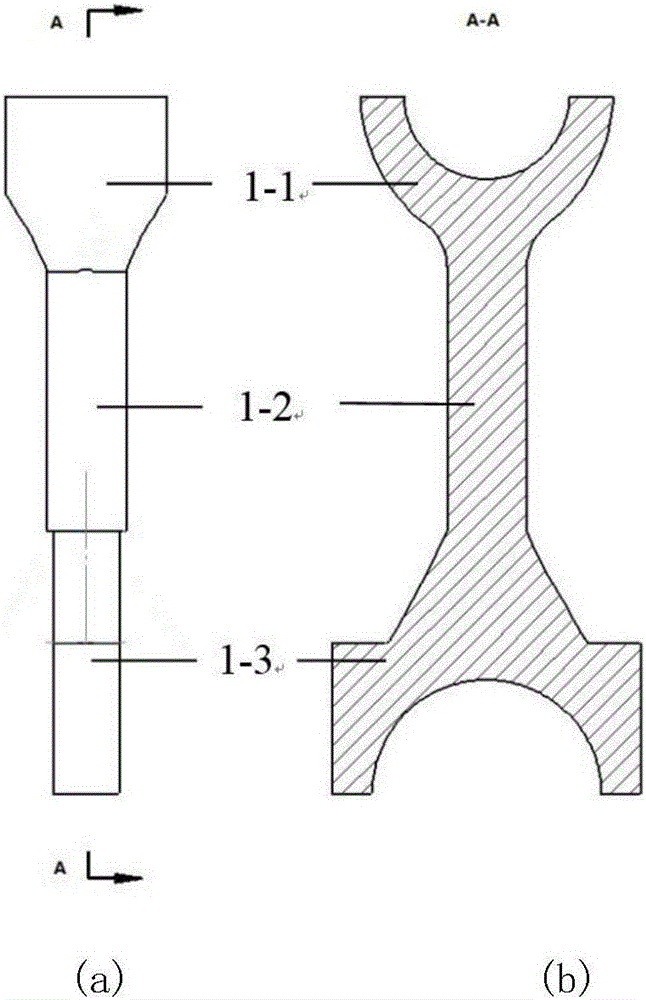
[0027] This embodiment is to produce a large-scale marine connecting rod by using the die forging method based on the combination die described in the present invention with the non-maximum cross-section as the parting surface. For the specific shape of the connecting rod, see figure 1 , for a large marine engine connecting rod. The marine connecting rod structure can be divided into three parts: the upper end is the small end of the connecting rod, which is a spherical structure 1-1 with a cylindrical inner surface, which is used to connect with the piston pin; the lower end is the large end of the connecting rod, which is a cylindrical inner surface. The square block structure 1-3 on the surface is used to connect with the crankshaft; the connecting rod body is a cylindrical structure 1-2 in the middle, which is connected between the big end and the small end of the connecting rod. The connecting rod is 3.2m in total length, 0.7m in the thickest part, and weighs more than 5 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com