

Y-shaped groove back-chipping-free submerged-arc welding technology for moderately thick plate in boiler and pressure container
A pressure vessel and welding process technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of large weld metal filling, low production efficiency, serious environmental pollution, etc., achieve stable welding quality, and improve production The effect of high efficiency and weld qualified rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] The present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments.
[0021] In this embodiment, the welding process of Y-shaped groove submerged arc welding of medium and thick plates in the longitudinal circular seam of the medium and thick plates of boilers and pressure vessels without clearing the root includes the steps:
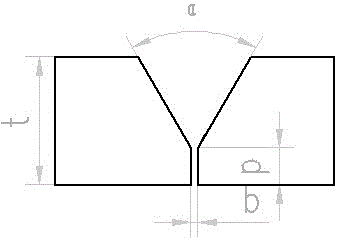
[0022] Cutting and assembly steps before welding, the medium and thick plate cylinder is machined or flame cut according to the thickness of the plate to form a Y-shaped groove;
[0023] In one embodiment, the pre-welding cutting and assembling steps further include a spot welding positioning process, and the spot welding positioning adopts semi-automatic gas shielded welding to perform spot welding on the post-welding side, and uses a ¢1.0 solid-core welding wire.
[0024] figure 1 A schematic diagram of cutting and assembly before welding is disclosed. The process of the present invent...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More