

Winding head for lamination stacking machine and working method thereof
A technology of winding head and lamination machine, applied in the direction of sustainable manufacturing/processing, electrochemical generator, electrical components, etc., can solve the problems of increased width, inaccurate stroke, insufficient stroke, etc., to reduce friction , to avoid stuck, fast action effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] The technical solution of the present invention will be further described in detail below in conjunction with the accompanying drawings.
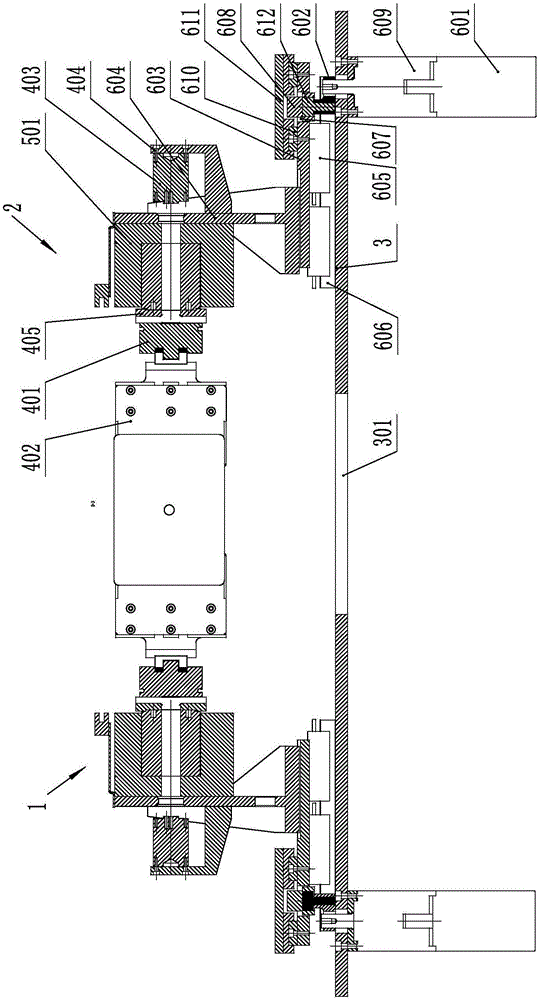
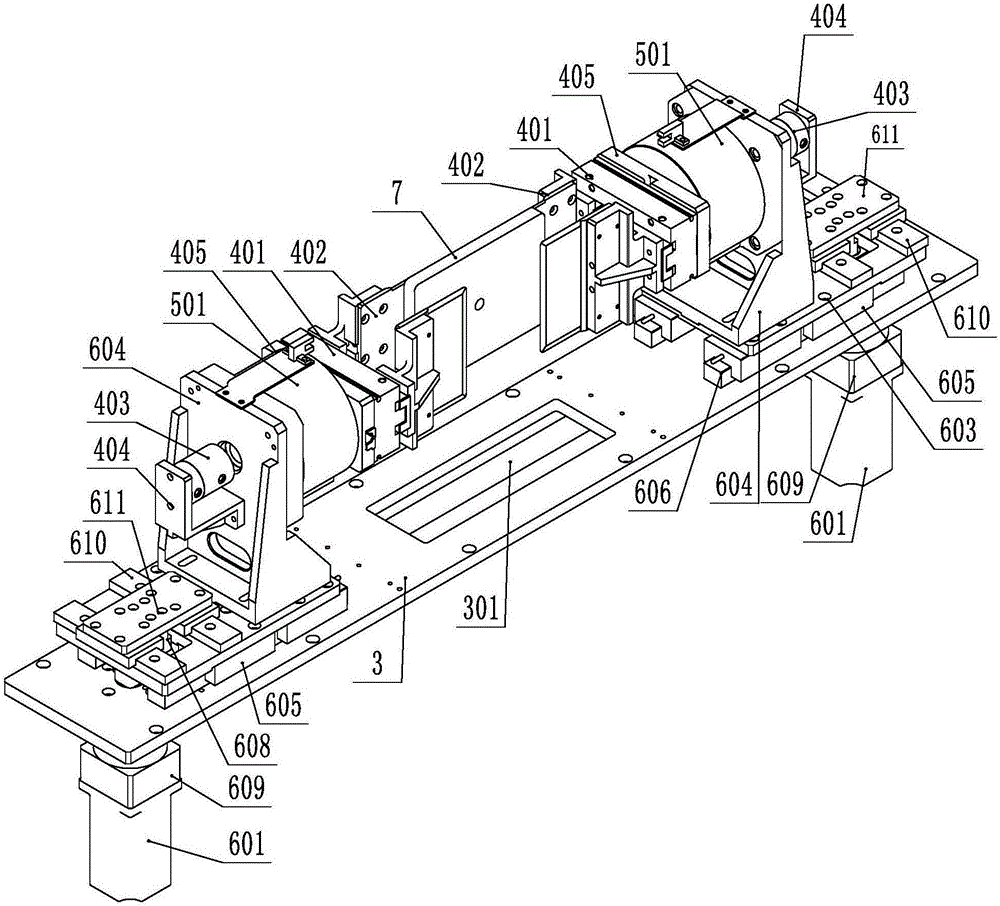
[0030] Such as figure 1 , 2 As shown, the present invention includes a horizontally arranged fixed plate 3, left and right winding heads 1, 2 symmetrically arranged on the fixed plate 3, and the left and right winding heads 1, 2 each include a The clamping mechanism of the sheet 7, the rotating mechanism for reciprocating intermittent 180-degree rotation, and the moving mechanism for driving the clamping mechanism forward or backward; the moving mechanism includes a moving motor 601, an eccentric motor driven by the moving motor 601 Components, the slide plate 603 connected with the eccentric part and the fixed seat 604 connected with the slide plate 603 can drive the clamping mechanism to move left and right; the middle part of the fixed plate 3 is provided with a diaphragm hole 301 for piercing the diaphragm; When rotating, the e...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More