Electroceramic coatings for magnesium alloys
A magnesium metal and coating technology, applied in the field of electric porcelain coatings for magnesium alloys, can solve the problems of reduced corrosion resistance, changes in coating uniformity, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0101] Example 1: Inorganic-Based Coatings with Post-Treatment and Without Paint
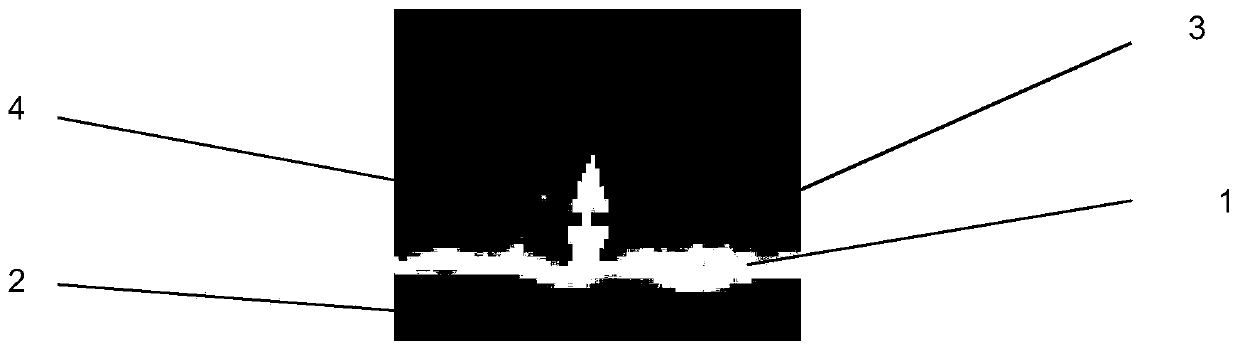
[0102] AZ-31 magnesium alloy panels were immersed in an electrolytic bath containing 40 g / L KF and 5 g / L KOH. Using square wave electrolysis with 25 milliseconds on and 9 milliseconds off as the anode for about 180 seconds produced an edge-covered inorganic-based coating. The coated panels were removed from the bath and rinsed with deionized water for 300 seconds. The coating was observed to have a uniform surface appearance and a thickness of 4 microns. The electrodeposited inorganic-based coating was not dried. Thereafter, each coated panel was dipped into an aqueous aftertreatment comprising one of the compositions listed in Table 1. The coated panels were subjected to a dipping time of 3 minutes in the post-treatment tank.
[0103] The coated and post-treated panels were rinsed with deionized water and dried. The panels were then subjected to a salt spray test according to ASTM B-117 ...
Embodiment 2
[0108] Example 2: Inorganic-Based Coatings with Post-Treatment and Without Paint
[0109] A new set of samples processed according to the procedure of Example 1 was prepared using a different magnesium alloy (AZ-91 ) test panel with a higher impurity level. Some samples were post-treated using a second commercially available post-treatment agent instead of SAVAN. All panels were tested according to the procedure of Example 1, and the test results are shown in Table 2.
[0110] Table 2. Post-treatment studies of unpainted salt spray tests on AZ-91 alloy
[0111]
[0112] In the above tests, "pass" means that no significant pitting was observed on the panel.
[0113] Comparing the salt spray resistance of the control water-rinsed panels of Table 1 and Table 2 shows that magnesium alloys with lower amounts of Mg and / or larger amounts of alloy metals and impurities (at 24 hours) are more effective than magnesium alloys with higher Mg metal concentrations. Alloy (168 hours)...
Embodiment 3
[0114] Example 3: Pretreatment Comparison of Paint Corrosion Performance
[0115] AZ-31 magnesium alloy panels are treated as described in the table below. All panels had bare 6061 aluminum skins bonded to the test panels with Terocal 5089 adhesive commercially available from Henkel Corp. Different metals are used to establish electrochemical reactions in the samples. Panels are scored through paint and primer coats to metal surfaces, then subjected to a 504-hour salt spray test per ASTM B-117. The results are shown in Table 3.
[0116] Table 3. AZ-31 alloy without post-treatment, painted salt spray test (ASTM B-117)
[0117]
[0118] Conversion Coat 1 is a commercially available chromium-free conversion coating formulated to treat non-ferrous alloys at coat weights commonly used for these products. Electroceramic coatings are electrolytically applied inorganic-based coatings according to the invention having an amorphous bilayer structure. Coatings were commercially...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| porosity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com